
全国咨询热线
全国咨询热线

电 话:13326789401(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋

全自动数控车床机床组成主机,他是全自动数控车床数控机床的主体,包括机床身、立柱、主轴、进给机构等机械部件。他是用于完成各种切削加工的机械部件。数控装置,是数控机床的核心,包括硬件(印刷电路板、CRT显示器、键盒、纸带阅读机等)以及相应的软件,用于输入数字化的零件程序,并完成输入信息的存储、数据的变换、插补运算以及实现各种控制功能。驱动装置,他是全自动数控车床数控机床执行机构的驱动部件,包括主轴驱动单元、进给单元、主轴电机及进给电机等。他在数控装置的控制下通过电气或电液伺服系统实现主轴和进给驱动。当几个进给联动时,可以完成定位、直线、平面曲线和空间曲线的加工。辅助装置,指数控机床的一些必要的配套部件,用以保证数控机床的运行,如冷却、排屑、润滑、照明、监测等。它包括液压和气动装置、排屑装置、交换工作台、数控转台和数控分度头,还包括刀具及监控检测装置等。编程及其他附属设备,可用来在机外进行零件的程序编制、存储等。自从1952年美国麻省理工学院研制出世界上第一台数控机床以来,数控机床在制造工业,特别是在汽车、航空航天、以及军事工业中被广泛地应用,数控技术无论在硬件和软件方面,都有飞速发展。
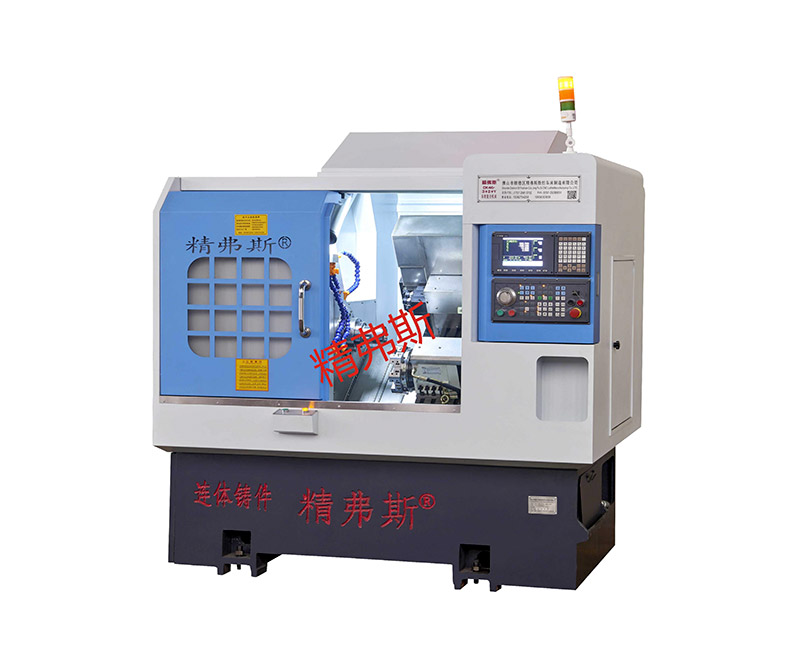
云南全自动数控车床数控车床由数控装置、床身、主轴箱、刀架进给系统、尾座、液压系统、冷却系统、润滑系统、排屑器等部分组成。平行双主轴数控车床,全自动数控车床数控车床分为立式数控车床和卧式数控车床两种类型。立式全自动数控车床数控车床用于回转直径较大的盘类零件车削加工。卧式数控车床用于轴向尺寸较长或小型盘类零件的车削加工。卧式数控车床按功能可进一步分为经济型全自动数控车床数控车床、普通数控车床和车削加工中心。经济型全自动数控车床数控车床:采用步进电动机和单片机对普通车床的车削进给系统进行改造后形成的简易型数控车床。成本较低,自动化程度和功能都比较差,车削加工精度也不高,适用于要求不高的回转类零件的车削加工。普通数控车床:根据车削加工要求在结构上进行专门设计,配备通用数控系统而形成的数控车床。全自动数控车床数控系统功能强,自动化程度和加工精度也比较高,适用于一般回转类零件的车削加工。这种数控车床可同时控制两个坐标轴,即x轴和z轴。

为了延长全自动数控车床机床的使用寿命,确认全自动数控车床机床各项机能正常运行,确保机床精度,日常就要做好机床的保养工作,定期确认和检查,下面分享一下机床保养的频度以及方法1.日检:主要项目包括液压系统、主轴润滑系统、导轨润换系统、冷却系统、气压系统。日检就是根据系统的正常情况来加以检测,例如,当进行主轴润滑系统的过程检测时,电源灯亮,油压泵应正常运转,若电源灯不亮,则应保持主轴停止状态,与机械师联系,进行维修。2.周检:其主要项目包括机床零件、主轴润滑系统,应该每周对其进行正确的检查,特别是对机床零件要清除铁屑,进行外部杂物清扫。3.月检:主要是对电源和空气干燥器进行检查。电源电压在正常情况下额定电压180v~220v,频率50hz,如有异常,要对其进行测量,调整。空气干燥器应该每月拆一次,然后进行清洗、装配。4.季检:主要从机床床身、液压系统、主轴润滑系统三方面进行检查。例如,对全自动数控车床机床床身进行检查时,主要看机床精度、机床水平是否符合手册中的要求,如有问题,应马上和机械师联系。对液压系统和主轴润滑系统进行检查时,如有问题,应分别更换新油,并对其进行清洗。5.半年检:半年后,应对机床的液压系统、主轴润滑系统以及X轴进行检查,如出现问题,应更换新油,并进行清洗。

1、全自动数控车床数控车床各种手动试验a.手动操作试验试验手动操作的准确性。b.点动试验c.主轴变档试验d.超程试验2、全自动数控车床数控车床功能试验a.用按键、开关、人工操纵对机床进行功能试验。试验动作的灵活性、平稳性及功能的可靠性。b.全自动数控车床数控车床任选一种主轴转速做主轴启动、正转、反转、停止的连续试验。操作不少于7次。c.全自动数控车床数控车床主轴高、中、低转速变换试验。转速的指令值与显示值允差为±5%。d.任选一种进给量,在XZ轴全部行程上,连续做工作进给和快速进给试验。快速行程应大于1/2全行程。正反方和连续操作不少于7次。e.在X、Z轴的全部行程上,做低、中、高进给量变换试验。转塔刀架进行各种转位夹紧试验。f.液压、润滑、冷却系统做密封、润滑、冷却性试验,做到不渗漏。g.卡盘做夹紧、松开、灵活性及可靠性试验。h.主轴做正转、反转、停止及变换主轴转速试验。i.转塔刀架进行正反方向转位试验。j.进给机构做低中高进给量为快速进给变换试验。k.试验进给坐标超程、手动数据输入、位置显示,回基准点,程序序号批示和检索、程序暂停、程序删除、址线插补、直线切削徨、锥度切削循环、螺纹切削循环、圆弧切削循环、刀具位置补偿、螺距补偿、间隙补偿等功能的可靠性、动作灵活性等。

云南斜床身全自动数控车床数控车床厂选用斜式布局,床身为中空结构,大大进步了机床在工作中的抗弯、抗扭刚度,一起具有较高的安稳性。斜床身全自动数控车床数控车床的高刚性和高安稳性为机床加工的高精度供给了有力保证。斜床身全自动数控车床数控车床首要用于杂乱回转体零件的加工。能满意表里圆、台阶面、锥面、球面、沟槽、挑螺纹和杂乱曲面的加工。能满意铜、铝、铁、不锈钢等铸锻件毛坯件的粗、精加工。斜床身数控车床可靠性好,刚性强,精度高,寿命长,速度快。能可靠安稳的完结各种难加工资料的粗、细、精加工。选用旋转式塔刀,定位精度高,重切变形小。切削加工对工件质量的影响包含外表脱碳、剩余应力、加工余量、外表光洁度、贫碳层的去除等,这是工件在调质、正火、退火状态下,并硬度低于45HRC时,但作用不显着,不会构成工件潜在功能的改变。硬态加工是指对工件淬硬的钢或工件加工,50-65HRC的较高硬度,轴承钢、高速钢、轧辊钢、一般淬火钢和淬火态模具钢等资料,对切削加工的影响显着。对已加工工件外表构成必定程度的损坏要素首要有切削加工进程中切削热发生和传导、高速冲突和磨损等。硬态切削已加工外表的完整性内容首要包含表层安排形状及其硕度、外表粗糙度、尺度精度、剩余应力的散布和白层发生。已加工工件外表硬度跟着进给量和切削量的减小而增大,跟着切削速度的进步而添加。关于已加工工件外表的硬度越高,硬化层深度越大。硬态切削后工件外表均为剩余压应力,而磨削后工件的最大压应力首要集中在工件外表。对工件外表完整性影响要素最大的是工件的硬度,工件硬度值越大,对剩余压应力的构成越有利。切削加工运用的东西钝角半径越大,剩余压应力值越大;工件硬度越高,剩余应力值越大。白层的构成是影响硬态切削已加工工件外表的质量的另一重要要素。伴跟着硬态切削进程构成的一种安排形状就是白层。白层具有共同的磨削特性,即高硬度,良好的耐蚀性和脆性高。较高的脆性易构成早期脱落失效,乃至构成工件加工之后放置一个阶段后开裂。

减少运动间的摩擦和消除传动间隙全自动数控车床数控机床工作台(或拖板)的位移量十一脉中当量为小单位的,通常又要求能以基地的速度运动。为了使工作台能对数控装置的指令作出准确响应,就必须采取相应的措施。目前常用的滑动导轨、滚动导轨和静压导轨在摩擦阻尼特性方面存在着明显的差别。在进给系统中用滚珠丝杠代替滑动丝杠也可以收到同样的效果。目前,全自动数控车床数控机床几乎无一例外地采用滚珠丝杠传动。数控机床(尤其是开环系统的数控机床)的加工精度在很大程度上取决于进给传动链的精度。除了减少传动齿轮和滚珠丝杠的加工误差之外,另一个重要措施是采用无间隙传动副。对于滚珠丝杠螺距的累积误差,通常采用脉冲补偿装置进行螺距补偿。机床的寿命和精度保持性为了提高机床的寿命和精度保持性,在设计时应充分考虑数控机场零部件的耐磨性,尤其是机床导轨、进给伺港机主轴部件等影响进度的主要零件的耐磨性。在使用过程中,应保证全自动数控车床数控机床各部件润滑良好。5、减少辅助时间和改善操作性能全自动数控车床数控机床的单件加工中,辅助时间(非切屑时间)占有较大的比重。要进一步提高机床的生产率,就必须采取促使大限度地压缩辅助时间。目前已经有很多数控机床采用了多主轴、多刀架、以及带刀库的自动换刀装置等,以减少换刀时间。对于切屑用量加大的数控机床,床身机构必须有利于排屑。

扫一扫,关注我们
全国咨询热线:
18927227724
电 话:18927227724(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋
