
全国咨询热线
全国咨询热线

电 话:13326789401(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋
7、全自动复合车床数控车床工件某一道工序加工有改动,其它各道工序尺度精确,毛病原因:该程序段程序的参数是否合理,是否在预订的轨道内,编程格局是否契合说明书要求解决方案:螺纹程序段时呈现乱牙,螺距不对,则立刻联想到加工螺纹的外围装备(编码器)和该功用的客观因素。8、全自动复合车床数控车床工件的每道工序都有递加或递减的现象,毛病原因:程序编写过错;体系参数设置不合理;装备设置不妥;机械传动部件有规则周期性的改动毛病,解决方案:查看程序运用的指令是否按说明书规定的要求轨道履行,能够经过打百分表来判别,把百分表定位在程序的起点让程序完毕后拖板是否回到起点位置,再重复履行即使调查其成果,把握其规则;查看体系参数是否设置合理或被认为改动;有关的机床装备在衔接核算耦合参数上单核算是否契合要求,脉冲当量是否精确;查看机床传动部分有没有损坏,齿轮耦合是否均匀,查看是否存在周期性,规则性毛病现象,若有则查看其要害部分并给予扫除。9、全自动复合车床数控车床体系引起的尺度改动不稳定,毛病原因:体系参数设置不合理;作业电压不稳定;体系受外部搅扰,导致体系失步;已加电容,但体系与驱动器之间的阻抗不匹配,导致有用信号丢掉;体系与驱动器之间信号传输不正常;体系损坏或内部毛病。解决方案:速度,加快时刻是否过大,主轴转速,切削速度是否合理,是否操作者的参数修正导致体系功能改动;加装稳压设备;接地线并断定已牢靠衔接,在驱动器脉冲输出触点处加抗搅扰吸收电容;挑选恰当的电容型号;查看体系与驱动器之间的信号衔接线是否带屏蔽,衔接是否牢靠,查看体系脉冲发生信号是否丢掉或添加;送厂修理或替换主板。

上海全自动复合车床数控车床的进给传动系统常用伺服进给系统来工作。伺服进给系统的作用是根据数控系统传来的指令消息,进行放大以后控制执行部件的运动,不仅控制进给运动的速度,而且还要精确控制刀具相对于工件的移动位置和轨迹。一个典型的全自动复合车床数控车床闭环控制的进给系统,通常由位置比较,放大部件,驱动单元,机械进给传动机构和检测反馈元件等几部分组成。其中,全自动复合车床数控车床的机械进给传动机构是指将伺服电动机的旋转运动变为工作台或刀架直线进给运动的整个机械传动链,主要包括减速装置,丝杆螺母副,导向部件及其支承件等。为确保数控车床进给系统的传动精度,系统的稳定性和动态响应特性,对进给机构提出了无间隙,低摩擦,低惯量,高刚度,高谐振率以及有适宜阻尼比等要求。为达到这些要求,主要采取如下措施:尽量采用低摩擦的传动,如采用静压导轨,滚动导轨和滚珠丝杆等,以减少摩擦力。采用传动比,以提高机床分辨率,使工作台尽可能大地加速,以达到跟踪指令,使系统折算到驱动轴上的传动惯量尽量小。缩短传动链以及用预紧的办法提高传动系统的刚度,如采用电动机直接驱动丝杆,应有预加负载的滚动导轨和滚动丝杆副,丝杆支承设计成两端向固定的,并可用预拉伸的结构等办法来提高传动系统的刚度。全自动复合车床数控车床进给机构是伺服系统中的一个重要环节,除了具有较高的定位精度之外,还应具有良好的动态响应特性,系统跟踪指令信号的响应要快,稳定性要好。尽量消除传动间隙,减少反向死区误差,如采用消除间隙的联轴器,采用有消除间隙措施的传动副等。

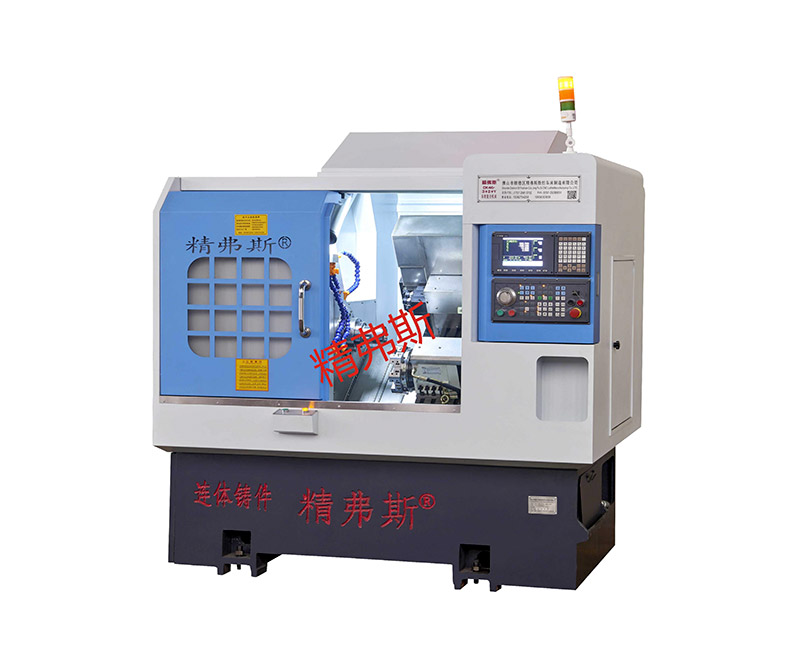
上海全自动复合车床的结构数控车床也是由主轴箱、刀架、进给传动体系、床身,液压体系、冷却体系、光滑体系等部分组成的,仅仅全自动复合车床的进给体系与卧式车床的进给体系在结构上存在着本质上的不同。卧式车床主轴的运动经过挂轮架、进给箱、溜板箱传到刀架,完成纵向和横向进给运动。而全自动复合车床是选用伺服电动机,经滚珠丝杠传到滑板和刀架,完成z向(纵向)和置向(横向)进给运动。数控车床也有女Ⅱ工各种螺纹的功用,主轴旋转与刀架移动间的运动联系经过数控体系来操控。数控车床主轴箱内设备有脉冲编码器,主轴的运动经过同步齿形带1 1地传到脉冲编码器。当主轴旋转时,脉冲编码器便宣布检测脉冲信号给数控体系,使主轴电动机的旋转与刀架的切削进给保持加工螺纹所需的运动联系,即完成加工螺纹时主轴转一转,刀架z向移动工件一个导程。

俗话说“工欲善其事必先利其器”,这个道理从古至今都被很好地延续并传扬着,然而在全自动复合车床行业,刀具似乎并不是越“快”越好,很多在最初接触到机床刀具的时候,都有着一个问“为何好好的刀具要进行钝化处理呢?”今天就让我们一起来了解一下关于“刀具钝化”的那些事儿。其实,刀具钝化并不是大家字面理解的意思,而是一种有效提高刀具使用寿命的手段。通过平整、抛光、去毛刺等工序达到提高刀具质量的目的。这其实是刀具在精磨之后,涂层之前的一道正常工序。一般来说,刀具钝化抛光的方式分为毛刷、喷砂、拖拽式抛光机,这其中又属毛刷与拖拽式的应用最为广泛。从事金属切削行业的人都知道,刀具在成品前会经过砂轮刃磨,但是刃磨加工会造成不同程度的微观缺口。这就导致数控机床在进行高速切削的同时微观缺口会极易扩展,从而加快刀具的磨损和损坏。全自动复合车床现代的切削技术中对刀具的稳定性和严谨性都有了严格要求,因此数控刀具在涂层前必须经过刀口的钝化处理,才能保证涂层的牢固性和使用寿命。

1、上海全自动复合车床高速化随着汽车、国防、航空、航天等工业的高速发展以及铝合金等新材料的应用,对自动化数控车床加工的高速化要求越来越高。(1)主轴转速∶机床采用电主轴(内装式主轴电机),主转速200000r/min ;(2)全自动复合车床运算速度∶微处理器的迅速发展为数控系统向速、高精度方向发展提供了保障,开发出CPU已发展到32位以及64位的数控系统,频率提高到几百兆赫、上千兆赫。由于运算速度的极大提高,使得当分辨率为0.1um.0.01um时仍能获得高达24~240m/min的进给速度;( 3)全自动复合车床数控车床进给率:在分辨率为0.01um时,进给率达到240m/min且可获得复杂型面的精确加工;(4)换刀速度∶目前国外先进加工中心的刀具交换时间普遍已在1s左右,高的已达0.5s。德国Chiron公司将刀库设计成篮子样式,以主轴为轴心,刀具在圆周布置,其刀到刀的换刀时间仅0.9s。

1.全自动复合车床数控车床抵抗刀具物理磨损在切削过程中刀具表面会被工件逐渐耗损,切削过程中切削刃在高温高压下也易发生塑性变形。刀具的钝化处理可以帮助保持工件的光洁度刀具刃口有毛刺会导致刀具磨损,加工工件的表面也会变得粗糙。经钝化处理后,刀具的刃口会变得很光滑,崩刃现象也会相应减少,工件表面光洁度也会提高。3.全自动复合车床方便凹槽排屑对刀具凹槽抛光处理可以提高表面质量和排屑性能,凹槽表面越平整光滑,排屑就越好,就可实现更连贯的的切削加工。数控机床的刀具在经过钝化抛光后,表面会留下许多小孔,在加工时这些小孔可以吸附更多的切削液,使得切削时产生的热量大大减少,极大得提高切削加工的速度。综上所述,刀片刃口钝化十分重要,正如我国古人所说“千里之堤,溃于蚁穴”,刀片刃口微观缺口这个“蚁穴”虽小,却影响刀具性能和寿命这个“千里之提”,是不可小视的大问题。刀片刃口钝化技术是提高刀具寿命减少刀具消耗的有效措施之一。无论在经济和技术两个方面都是可行的、有效的,进一步推动我国切削加工水平的提高,缩小与国外刀具切削性能的差距。

扫一扫,关注我们
全国咨询热线:
18927227724
电 话:18927227724(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋
