
全国咨询热线
全国咨询热线

电 话:13326789401(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋

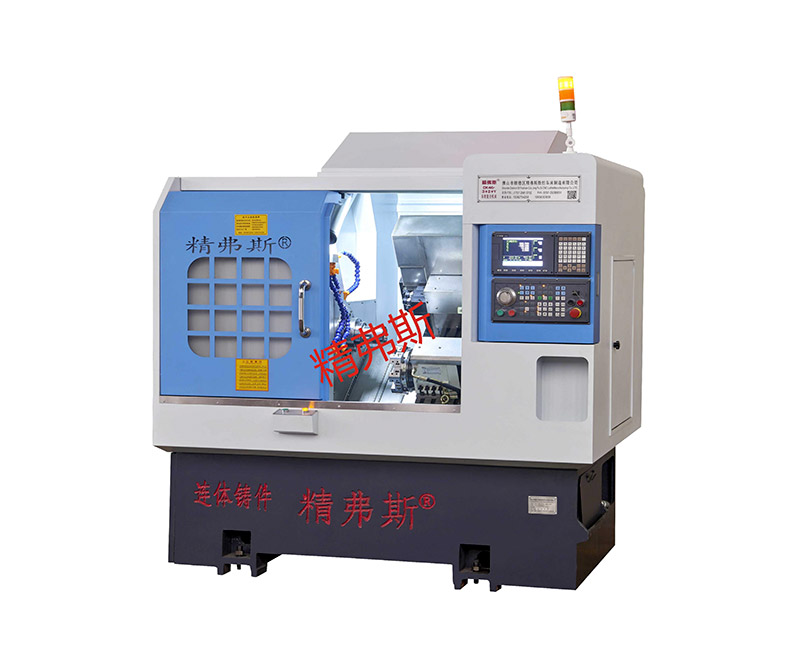
西安卧式车铣复合机床数控车床导轴承温度过高,致烧瓦现象是常见的一个故障问题,下面,来说说如何处理数控车床轴承温度过高问题。1、导轴承的作用,卧式车铣复合机床数控车床导轴承设置的目的在于限制发电机主轴只能在导轴承的规定间隙范围内运行和承受发电机主轴上的径向负荷。2、导轴承的工作原理,稀油润滑分块瓦式轴承的工作原理主要是利用机组高速旋转时,润滑油进入轴瓦与轴颈的结合面,对轴瓦进行润滑,润滑后的热油经油冷却器冷却后再次进入轴瓦与轴颈的结合,随着机组的运转,润滑油一直自动往复循环冷却。当主轴旋转时轴颈与瓦面间形成稳定的油楔,从而承受径向载荷并传递到导轴承座上,再传递到机架上。3、导轴承的构成,卧式车铣复合机床数控车床导轴承为稀油润滑分块瓦式轴承,主要由轴承盖、润滑油箱、冷却器、回油管、轴瓦、轴承座、扛重螺钉和温度计等附属部件组成。B站两台机组的导轴瓦分为八块瓦,按圆周平均分布在发电机主轴导轴颈上。

卧式车铣复合机床数控车床能加工出表面粗糙度小的零件,不但是因为 机床的刚性好和制造精度高,还由于它具有恒线速度切削功能。在材质、精车留量和刀具已定的情况下,表面粗糙度取决于进给速度和切削速度。数控车床 发生碰撞对机床的精度有很大的损害,对于不同类型机床影响也不一样,一般来说,对于刚性不强的机床影响较大,如卧式车床,一旦 机床 发生碰撞的话,对机床的精度影响是致命的。所以对于高精度 数控车床 来说,碰撞要杜绝,只要操作者细心和掌握的防碰撞的方法,碰撞是可以预防和避免的。卧式车铣复合机床数控车床定制厂家 谈谈卧式车铣复合机床数控车床发生碰撞的主要原因分析如下:1、对刀具的直径和长度输入错误;2、对工件的尺寸和其他相关的几何尺寸输入错误以及工件的初始位置定位错误;3、卧式车铣复合机床数控车床 的工件坐标系设置错误,或者机床零点在加工过程中被重置,而产生变化,机床碰撞大多发生在机床快速移动过程中,这时候发生的碰撞的危害也大,应避免。所以操作者要特别注意 数控车床 在执行程序的初始阶段和机床在更换刀具的时候,此时一旦程序编辑错误,刀具的直径和长度输入错误,那么就很容易发生碰撞。为了避免上述碰撞,操作者在操作 数控车床 时,要充分发挥五官的功能,观察机床有无异常动作,有无火花,有无噪音和异常的响动,有无震动,有无焦味。金属加工微信内容不错,值得关注。发现异常情况应立即停止程序,待机床问题解决后,机床才能继续工作。

所谓的早期故障期,是指数卧式车铣复合机床控车铣复合机床的使用初期阶段,从整机安装调试后至运行一年左右的时间,该阶段的故障特点是故障发生的频率高,且随使用时间的增加而迅速下降。使用初期之所以故障频繁,原因大致如下:1,机械部分。卧式车铣复合机床数控车铣复合机床虽然在出厂前进行过运行磨合,但时间较短,而且主要是对主轴和导轨进行磨合。由于零件的加工表面存在着微观的和宏观的几何形状误差,在完全磨合前,零件的加工表面还比较粗糙,部件的装配可能存在误差,因而,在卧式车铣复合机床数控车铣复合机床使用初期会产生较大的磨损,使设备相对运动部件之间产生较大的间隙,导致故障的发生。2,电气部分。数控车铣复合机床的控制系统使用了大量的电子元器件,这些元器件虽然在制造厂经过了相当长时间的老化试验和其他方式的筛选,但实际使用时,由于电路的发热、交变负荷、浪涌电流及反电势冲击等因素,性能较差的某些元器件经不住考验,因电流冲击或电压击穿而报废,或特性曲线发生变化,从而导致整个系统不能正常工作。3,液压部分。由于出厂后运输及安装阶段时间较长,使得液压系统中某些部位长时间无油,气缸中润滑油干枯,而油雾润滑又不可能立即起作用,造成液压缸或气缸可能产生锈蚀。此外,新安装的空气管道若清洗不干净,一些杂物和水分也可能进入系统,造成液压气动部分的初期故障。

传统的机械加工都是用手工操作普通机床作业的,加工时用手摇动机械刀具切削金属,靠眼睛用卡尺等工具测量产品的精度的。现代工业早已使用电脑数字化控制的机床进行作业了,卧式车铣复合机床可以按照技术人员事先编好的程序自动对任何产品和零部件直接进行加工了。这就是我们说的数控加工。卧式车铣复合机床广泛应用在所有机械加工的任何领域,更是模具加工的发展趋势和重要和必要的技术手段。数控车床在使用上有着其他机械不能达到的加工工艺性,在生产高难度复杂的零件上也毫不含糊,数控车床在编程时一定要注意对每个工序上的切削用量,要在使用时正确的选择切削量,这样可以提高产品的质量和产量。一般影响切削速度、深度和进给率的条件有机床、工具、刀具及工件的刚性;切削速度、切削深度、切削进给率;工件精度及表面粗糙度;刀具预期寿命及最大生产率;切削液的种类、冷却方式;工件材料的硬度及热处理状况;工件数量;机床的寿命。刀具材料不同,允许的最高切削速度也不同。高速钢刀具耐高温切削速度不到50m/min,碳化物刀具耐高温切削速度可达100m/min以上,陶瓷刀具的耐高温切削速度可高达1000m/min。工件材料。工件材料硬度高低会影响刀具切削速度,同一刀具加工硬材料时切削速度应降低,而加工较软材料时,切削速度可以提高。刀具寿命。刀具使用时间(寿命)要求长,则应采用较低的切削速度。反之,可采用较高的切削速度。切削深度与进刀量。切削深度与进刀量大,切削抗力也大,切削热会增加,故切削速度应降低。刀具的形状。刀具的形状、角度的大小、刃口的锋利程度都会影响切削速度的选取。
1、卧式车铣复合机床数控车床夹紧力应朝向主要定位基准。工件被镗孔与/4面有垂直度要求,因此加工时以A面为主要定位基面,夹紧力F,的方向应朝向/4面。如果夹紧力改朝B面,由于工数控车床件侧面/4与底面B的夹角误差,夹紧时工件的定位位置被破坏,影响孔与/4面的垂直度要求。2、夹紧力的作用点应落在定位元件的支承范围内,并靠近支承元件的几何中心。夹紧力作用在支承面之外,导致工件的倾斜和移动,破坏工件的定位。3、卧式车铣复合机床数控车床夹紧力的方向应有利于减小夹紧力的大小。钻削A孔时,夹紧力芦J与轴向切削力F。工件重力C的方向相同,加工过程所需的夹紧力为较小。4、卧式车铣复合机床数控车床夹紧力的方向和作用点应施加于工数控车床件刚性较好的方向和部位。薄壁套筒工件的轴向刚性比径向附陛好,应沿轴向施加夹紧力;薄壁箱体夹紧时,应作用于刚数控车床厂性较好的凸边上;箱体没有凸边时,可以将单点夹紧改为三点夹紧。5、夹紧力作用点应尽量靠近工件加工表面。为提高工件加工部位的刚性,防止或减少工件产生振动,应将夹紧力的作用点尽量靠近加工表面。拨叉装夹时,主要夹紧力F:垂直作用于主要定位基面,在靠近加工面处设辅助支承,在施加适当的辅助夹紧力几,可提高工件的安装刚度。

扫一扫,关注我们
全国咨询热线:
18927227724
电 话:18927227724(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋
