
全国咨询热线
全国咨询热线

电 话:13326789401(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋
1、全自动车铣一体机数控车床各种手动试验a.手动操作试验试验手动操作的准确性。b.点动试验c.主轴变档试验d.超程试验2、全自动车铣一体机数控车床功能试验a.用按键、开关、人工操纵对机床进行功能试验。试验动作的灵活性、平稳性及功能的可靠性。b.全自动车铣一体机数控车床任选一种主轴转速做主轴启动、正转、反转、停止的连续试验。操作不少于7次。c.全自动车铣一体机数控车床主轴高、中、低转速变换试验。转速的指令值与显示值允差为±5%。d.任选一种进给量,在XZ轴全部行程上,连续做工作进给和快速进给试验。快速行程应大于1/2全行程。正反方和连续操作不少于7次。e.在X、Z轴的全部行程上,做低、中、高进给量变换试验。转塔刀架进行各种转位夹紧试验。f.液压、润滑、冷却系统做密封、润滑、冷却性试验,做到不渗漏。g.卡盘做夹紧、松开、灵活性及可靠性试验。h.主轴做正转、反转、停止及变换主轴转速试验。i.转塔刀架进行正反方向转位试验。j.进给机构做低中高进给量为快速进给变换试验。k.试验进给坐标超程、手动数据输入、位置显示,回基准点,程序序号批示和检索、程序暂停、程序删除、址线插补、直线切削徨、锥度切削循环、螺纹切削循环、圆弧切削循环、刀具位置补偿、螺距补偿、间隙补偿等功能的可靠性、动作灵活性等。

桂城全自动车铣一体机数控车床元器件自身故障和电源出现故障以及影响电路正常工作的其它的电路故障是在一个电路中比较常见的故障。元器件自身故障中电动机的故障最为突出,一般故障表现为电动机无法启动,电动机起动时有不正常噪音,电动机无法连续运行,全自动车铣一体机数控车床电动机起动后无法停车和电动机的温升过高等,热继电器未复位和熔断器熔体发生熔断会导致电动机无法启动。另外线路中的触头闭合不良也会出现这种现象,接触器的身身损坏会导致电动机无法连续运行,接触器主触头被熔焊会导致无法停机,电动机起动时有不正常噪音的原因可能是电动机缺相和连接点接触不良等,电机处于过载时,通风条件不好或轴承油封损坏漏油而造成润滑不良等原因会导致温升过高。电路故障属于整体层次的问题,电路故障主要分为以下几个方面:短路故障,电路中不同电位的两点被导体短接起来,导致电路无法正常工作称为短路故障,造成机床短路故障的原因可能有很多方面引起,比如操作不当,缺乏保养或者由于设备本身存生的质量问题等原因,从各类原因分析比较来说,其中因排屑不畅造成的现象最为普遍,类似故障问题尤其在加工较厚工件时更为突出。全自动车铣一体机数控车床断路故障指电路中出现由于断路电流不能正常州流通的故障,若出现此种断路现象就会使系统断电,导致机床的用电设备停止工作,断路产生的原困主要是由于机床没有及进检修和保养,电路中一些导线存放环境不好或者时间太久被腐蚀而断裂,或者在机床的电路因为工作时的振动造成连接点处的导线脱落等导致断路的发生。接地故障:电路与地面接触引起的故障,包括单相接地故障,两相和三相接地故障此种植故障发生的多数为单相接地故障,机床使用时间过长导致。

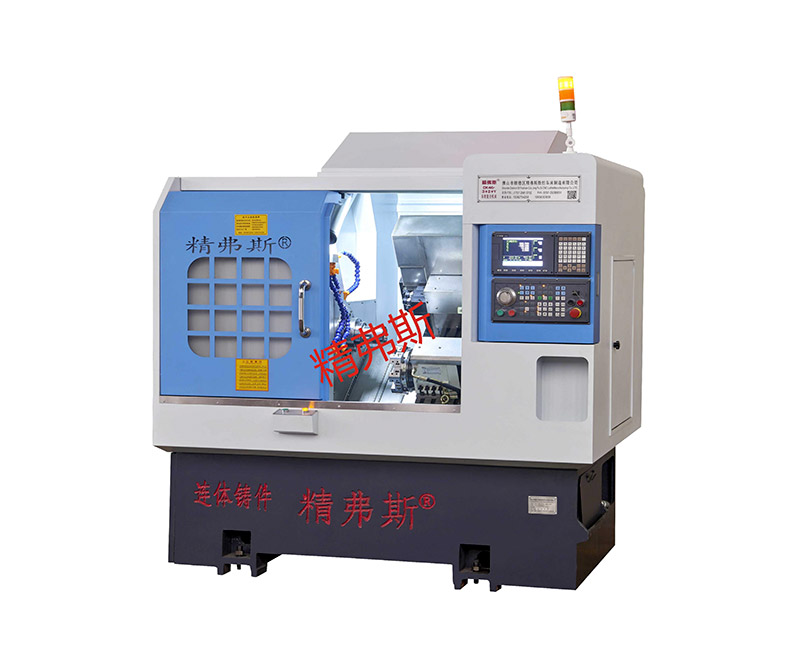
1、全自动车铣一体机数控车床主轴部分伺服动力:采用交流伺服主轴电机和数字化驱动器,可以使主轴实现圆周上的任意定位和C轴控制功能。精确传动化:主电机和主轴以同步带、同步带轮连接、以达到精确的传动比要求、实现精准的、任意的主轴旋转和定位。抱闸装置:主轴后端加装制动盘、定位后有一个或两个油缸或气缸抱闸,以实现工件圆周和端面上的钻、铣、攻等加工要求。2、全自动车铣一体机数控车床进给部分X向行程大、空间:X向行程较大、滑板较长,且带T型槽,可实现动力头,动力刀撘、排刀、电动刀架、液压刀塔的混装;X向行程大,周围空间大,有效避免工件与道具之间的干涉,安装调整方便。中置丝杠、精确的导向性:丝杠中置,采用双线轨或双三角轨导向支承,无论径向,轴向还是偏置受力,均不发生偏摆,导向性好,可达到较高的加工精度。3、全自动车铣一体机数控车床动力头部分动力头/电主轴:低速大切削力场合,采用机械动力头,变频电机或伺服电机驱动;高速时,采用电主轴、中频器或交流伺服驱动器驱动,可实现钻,铣,磨,攻丝,倒角等加工。动力刀塔:在动力刀塔上任意装撘轴向或径向动力头,可方便的实现复合加工,简单明了,节省空间。Y轴式动力:当需要较多的动力头,同时为了避免干涉时,可以采用Y轴式动力头;通常轴向。径向各三个动力头,由Y轴升降来转换;与液压刀塔配合使用,可完成较复杂的复合工作。

7、全自动车铣一体机数控车床工件某一道工序加工有改动,其它各道工序尺度精确,毛病原因:该程序段程序的参数是否合理,是否在预订的轨道内,编程格局是否契合说明书要求解决方案:螺纹程序段时呈现乱牙,螺距不对,则立刻联想到加工螺纹的外围装备(编码器)和该功用的客观因素。8、全自动车铣一体机数控车床工件的每道工序都有递加或递减的现象,毛病原因:程序编写过错;体系参数设置不合理;装备设置不妥;机械传动部件有规则周期性的改动毛病,解决方案:查看程序运用的指令是否按说明书规定的要求轨道履行,能够经过打百分表来判别,把百分表定位在程序的起点让程序完毕后拖板是否回到起点位置,再重复履行即使调查其成果,把握其规则;查看体系参数是否设置合理或被认为改动;有关的机床装备在衔接核算耦合参数上单核算是否契合要求,脉冲当量是否精确;查看机床传动部分有没有损坏,齿轮耦合是否均匀,查看是否存在周期性,规则性毛病现象,若有则查看其要害部分并给予扫除。9、全自动车铣一体机数控车床体系引起的尺度改动不稳定,毛病原因:体系参数设置不合理;作业电压不稳定;体系受外部搅扰,导致体系失步;已加电容,但体系与驱动器之间的阻抗不匹配,导致有用信号丢掉;体系与驱动器之间信号传输不正常;体系损坏或内部毛病。解决方案:速度,加快时刻是否过大,主轴转速,切削速度是否合理,是否操作者的参数修正导致体系功能改动;加装稳压设备;接地线并断定已牢靠衔接,在驱动器脉冲输出触点处加抗搅扰吸收电容;挑选恰当的电容型号;查看体系与驱动器之间的信号衔接线是否带屏蔽,衔接是否牢靠,查看体系脉冲发生信号是否丢掉或添加;送厂修理或替换主板。

扫一扫,关注我们
全国咨询热线:
18927227724
电 话:18927227724(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋
