
全国咨询热线
全国咨询热线

电 话:13326789401(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋

桂城全自动数控车床数控机床是机电一体化的技术密集设备,机床能否长期可靠地运行,很大程度取决于对其使用与维护。1.全自动数控车床数控机床使用中的注意事项:数控机床的整个加工过程是由大量电子元件组成的数控系统按照数字化程序完成的,在加工中途由于数控系统或执行部件的故障造成的工件报废或安全事故,一般情况下操作者是无能为力的。所以,对于数控机床工作的稳定性、可靠性的要求更为重要。为此,以下一些问题在使用数控机床时应予以注意。(1)全自动数控车床数控机床的使用环境 :一般来说,数控机床对使用环境没有什么特殊的要求,可以同普通机床一样安放在生产车间里。但是应避免阳光的直接照射和其他热辐射,避免过于潮湿或粉尘过多的场所,特别要避免有腐蚀性气体的场所。腐蚀性气体最容易使电子元件受到腐蚀变质,或造成接触不良。或造成元件闯短路,影响机床的正常运行。要远离振动大的设备,如冲床、锻压设备等。对于高的数控机床,还应采取防振措施(如防振沟等)。对于精度高、价格昂贵的数控机床,将其置于有空调的环境中使用是比较理想的。
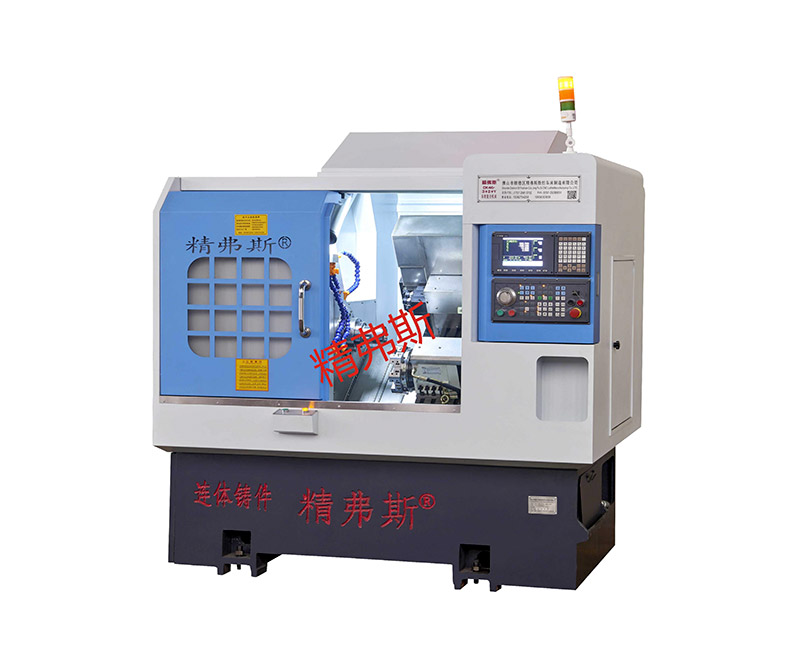
车削加工中心:在普通全自动数控车床数控车床的基础上,增加了C轴和动力头,更高级的机床还带有刀库,可控制X、Z和C三个坐标轴,联动控制轴可以是(X,Z)、(X,C)或(Z,C)。由于增加了C轴和铣削动力头,这种全自动数控车床数控车床的加工功能大大增强,除可以进行一般车削外,还可以进行径向和轴向铣削、曲面铣削、中心线不在零件回转中心的孔和径向孔的钻削等加工。液压卡盘和液压尾架,液压卡盘是数控车削加工时夹紧工件的重要附件,对一般回转类零件可采用普通液压卡盘;对零件被夹持部位不是圆柱形的零件,则需要采用专用卡盘;用棒料直接加工零件时需要采用弹簧卡盘。对轴向尺寸和径向尺寸的比值较大的零件,需要采用安装在液压尾架上的活顶尖对零件尾端进行支撑,才能保证对零件进行正确的加工。尾架有普通液压尾架和可编程液压尾架。

4、全自动数控车床数控车床轴承温度升高和机组振动增大的原因分析,根据运行情况观察和检修情况分析,我们认为造成轴承温度升高和机组振动增大的原因主要有以下两种:①全自动数控车床数控车床轴承间隙增大,远大于设计要求间隙,造成润滑油在进入水导轴承瓦面后不容易形成油楔,从而产生润滑不良进而导致导轴承温度升高和机组振动增大的现象;②全自动数控车床数控车床轴瓦瓦面上的接触点偏少,接触面不足,达不到设备规范要求。5、全自动数控车床数控车床导轴承温度升高解决方法,根据厂家设计要求,当数控车床机组在连续运转的条件下冷却水最高温度不超过25℃时,瓦温与油温的最高温度均不应超过65℃。瓦温与油温的高低,不但与冷却水的温度有关,还与润滑油的循环情况及轴瓦与主轴轴颈的问隙情况有关。数控车床导轴承的允许间隙为0.2~0.3mm(双边间隙),轴瓦下部浸在润滑油中,当主轴顺时针运转时,润滑油很容易进入导轴承瓦面,并产生油楔,对瓦面进行润滑,即使经过主轴摆度最大点时,虽然配合问隙最小,因距离短、润滑状况好,摩擦产生热量少,冷却效果好,一般不会导致轴承温度升高的现象,更不会导致烧瓦现象。

一、桂城全自动数控车床车铣复合机床数控系统通电前的检查1、检查CNC装置内的各个印刷线路板是否紧固,各个插头有无松动。2、认真检查CNC装置与外界之间的全部连接电缆是否按随机提供的连接手册的规定,正确而可靠地连接。3、交流输入电源的连接是否符合CNC装置规定的要求。4、确认CNC装置内的各种硬件设定是否符合CNC装置的要求。只有经过上述检查,CNC装置才能投入通电运行。二,车铣复合机床数控系统通电后的检查1、首先要检查数控装置中各个风扇是否正常运转。2、确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。3、进一步确认CNC装置的各种参数。4、当数控装置与全自动数控车床车铣复合机床联机通电时,应在接通电源的同时,作为按压紧急停止按钮的准备,以备出现紧急情况时随时切断电源。5、用手动以低速给移动各个轴,观察机床移动方向的显示是否正确。6、进行几次返回机床基准点的动作,用来检查数控机床是否有返回基准点功能,以及每次返回基准点的位置是否完全一致。7、CNC装置的功能测试。

桂城全自动数控车床数控车床坐标系的原点称为机床零点。机床零点是机床上的一个固定点,由生产厂家事先确定。机床零点M是机床坐标系的零点以及其他坐标系,如工件坐标系、编程坐标系和机床内的参考点(或基准点) 的出发点。数控车床的机床坐标系的原点O一般位于卡盘端面,或离卡爪端面一定距离处,或机床参考点。一、机床参考点:是由机床制造厂家人为定义的点,机床参考点( R) 与机床零点( M) 之间的坐标位置关系是固定的并被存放在数控系统的相应机床数据中,一般是不允许改变的。仅在特殊情况下可通过变动机床参考点( R) 的限位开关位置来变动其位置; 但同时要须能准确测量出机床参考点( R) 相对机床零点( M) 的几何尺寸距离并存入数控系统的相应机床数据中,才能保证原设计的机床坐标系统不被破坏。控制系统启动后,所有的轴都要回一次参考点,以便校正行程测量系统。多数机床都可以自动返回参考点,如因断电使控制系统失去现有坐标值, 则可返回参考点,并重新获得准确的位置值。二、工件零点:由操作者或编程者在编制零件程序时, 以工件上某一固定点为零点建立的坐标系, 称为工件坐标系(或编程坐标系) 。此工件坐标系的零点称为工件零点(或编程零点) W。选择工件零点的原则是:让工件图中的尺寸容易换算成坐标值, 尽量直接用图样尺寸作为坐标值。测量系统能方便地检查, 装夹、调整、容易定向、定位。全自动数控车床数控车床工件零点在成品件轮廓右侧边缘或左侧边缘的主轴轴线上。铣床工件零点选工件的一个外角,工件零点选定后(往往是相对于参考点的距离),在起动机床时输入到全自动数控车床数控装置中去。

扫一扫,关注我们
全国咨询热线:
18927227724
电 话:18927227724(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋
