
全国咨询热线
全国咨询热线

电 话:13326789401(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋

传统的机械加工都是用手工操作普通机床作业的,加工时用手摇动机械刀具切削金属,靠眼睛用卡尺等工具测量产品的精度的。现代工业早已使用电脑数字化控制的机床进行作业了,全自动车铣复合机可以按照技术人员事先编好的程序自动对任何产品和零部件直接进行加工了。这就是我们说的数控加工。全自动车铣复合机广泛应用在所有机械加工的任何领域,更是模具加工的发展趋势和重要和必要的技术手段。数控车床在使用上有着其他机械不能达到的加工工艺性,在生产高难度复杂的零件上也毫不含糊,数控车床在编程时一定要注意对每个工序上的切削用量,要在使用时正确的选择切削量,这样可以提高产品的质量和产量。一般影响切削速度、深度和进给率的条件有机床、工具、刀具及工件的刚性;切削速度、切削深度、切削进给率;工件精度及表面粗糙度;刀具预期寿命及最大生产率;切削液的种类、冷却方式;工件材料的硬度及热处理状况;工件数量;机床的寿命。刀具材料不同,允许的最高切削速度也不同。高速钢刀具耐高温切削速度不到50m/min,碳化物刀具耐高温切削速度可达100m/min以上,陶瓷刀具的耐高温切削速度可高达1000m/min。工件材料。工件材料硬度高低会影响刀具切削速度,同一刀具加工硬材料时切削速度应降低,而加工较软材料时,切削速度可以提高。刀具寿命。刀具使用时间(寿命)要求长,则应采用较低的切削速度。反之,可采用较高的切削速度。切削深度与进刀量。切削深度与进刀量大,切削抗力也大,切削热会增加,故切削速度应降低。刀具的形状。刀具的形状、角度的大小、刃口的锋利程度都会影响切削速度的选取。

全自动车铣复合机数控车床产生振荡的原因有很多,除了机械方面存在不可消除的传动间隙、弹性变形、摩擦阻力等诸多因素外,伺服系统的有关参数的影响也是重1.降低位置环增益,比例微积分器是一个多功能控制器,它不仅能有效地对电流电压信号进行比例增益,同时可调节输出信号滞后成超前的问题,振荡故障有时因输出电流电压发生滞后成超前情况而产生,这时可通过PID来调节输出电流电压相位。全自动车铣复合机2.数控车床闭环伺服系统造成的振荡,有些数控伺服系统采用的是半闭环装置,而全闭环伺服系统一定是在其局部半闭环系统不发生振荡的前提下进行参数调整,所以两者大同小异。3.全自动车铣复合机数控车床采用高频抑制功能,以上讨论的是有关低频振荡时参数优化方法,而有时数控系统会因机械上某些振荡原因产生反馈信号中含有高频谐波,这使输出转矩里不恒定,从而产生振动。对于这种高频振荡情况,可在速度环上加入一阶低通滤波环节,即为转矩滤波器。
1、全自动车铣复合机数控车床主轴部分伺服动力:采用交流伺服主轴电机和数字化驱动器,可以使主轴实现圆周上的任意定位和C轴控制功能。精确传动化:主电机和主轴以同步带、同步带轮连接、以达到精确的传动比要求、实现精准的、任意的主轴旋转和定位。抱闸装置:主轴后端加装制动盘、定位后有一个或两个油缸或气缸抱闸,以实现工件圆周和端面上的钻、铣、攻等加工要求。2、全自动车铣复合机数控车床进给部分X向行程大、空间:X向行程较大、滑板较长,且带T型槽,可实现动力头,动力刀撘、排刀、电动刀架、液压刀塔的混装;X向行程大,周围空间大,有效避免工件与道具之间的干涉,安装调整方便。中置丝杠、精确的导向性:丝杠中置,采用双线轨或双三角轨导向支承,无论径向,轴向还是偏置受力,均不发生偏摆,导向性好,可达到较高的加工精度。3、全自动车铣复合机数控车床动力头部分动力头/电主轴:低速大切削力场合,采用机械动力头,变频电机或伺服电机驱动;高速时,采用电主轴、中频器或交流伺服驱动器驱动,可实现钻,铣,磨,攻丝,倒角等加工。动力刀塔:在动力刀塔上任意装撘轴向或径向动力头,可方便的实现复合加工,简单明了,节省空间。Y轴式动力:当需要较多的动力头,同时为了避免干涉时,可以采用Y轴式动力头;通常轴向。径向各三个动力头,由Y轴升降来转换;与液压刀塔配合使用,可完成较复杂的复合工作。

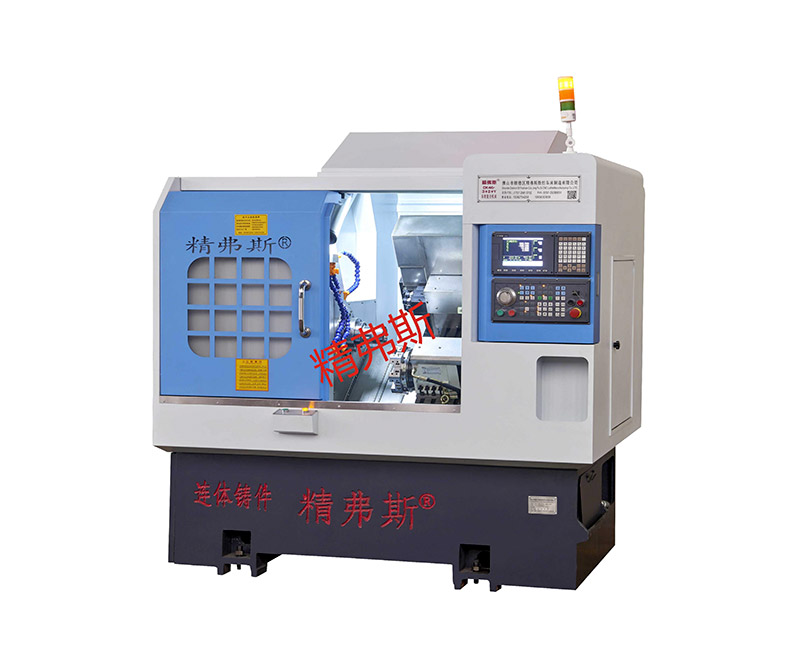
全自动车铣复合机机床组成主机,他是全自动车铣复合机数控机床的主体,包括机床身、立柱、主轴、进给机构等机械部件。他是用于完成各种切削加工的机械部件。数控装置,是数控机床的核心,包括硬件(印刷电路板、CRT显示器、键盒、纸带阅读机等)以及相应的软件,用于输入数字化的零件程序,并完成输入信息的存储、数据的变换、插补运算以及实现各种控制功能。驱动装置,他是全自动车铣复合机数控机床执行机构的驱动部件,包括主轴驱动单元、进给单元、主轴电机及进给电机等。他在数控装置的控制下通过电气或电液伺服系统实现主轴和进给驱动。当几个进给联动时,可以完成定位、直线、平面曲线和空间曲线的加工。辅助装置,指数控机床的一些必要的配套部件,用以保证数控机床的运行,如冷却、排屑、润滑、照明、监测等。它包括液压和气动装置、排屑装置、交换工作台、数控转台和数控分度头,还包括刀具及监控检测装置等。编程及其他附属设备,可用来在机外进行零件的程序编制、存储等。自从1952年美国麻省理工学院研制出世界上第一台数控机床以来,数控机床在制造工业,特别是在汽车、航空航天、以及军事工业中被广泛地应用,数控技术无论在硬件和软件方面,都有飞速发展。

车削加工中心:在普通全自动车铣复合机数控车床的基础上,增加了C轴和动力头,更高级的机床还带有刀库,可控制X、Z和C三个坐标轴,联动控制轴可以是(X,Z)、(X,C)或(Z,C)。由于增加了C轴和铣削动力头,这种全自动车铣复合机数控车床的加工功能大大增强,除可以进行一般车削外,还可以进行径向和轴向铣削、曲面铣削、中心线不在零件回转中心的孔和径向孔的钻削等加工。液压卡盘和液压尾架,液压卡盘是数控车削加工时夹紧工件的重要附件,对一般回转类零件可采用普通液压卡盘;对零件被夹持部位不是圆柱形的零件,则需要采用专用卡盘;用棒料直接加工零件时需要采用弹簧卡盘。对轴向尺寸和径向尺寸的比值较大的零件,需要采用安装在液压尾架上的活顶尖对零件尾端进行支撑,才能保证对零件进行正确的加工。尾架有普通液压尾架和可编程液压尾架。

扫一扫,关注我们
全国咨询热线:
18927227724
电 话:18927227724(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋
