
全国咨询热线
全国咨询热线

电 话:13326789401(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋

目前,自动化全自动车铣复合机床数控车床的发展日新月异,高速化、高精度化、复合化、智能化、开放化、并联驱动化、网络化、极端化、绿色化已成为数控机床发展的趋势和方向。中国作为一个制造大国,主要还是依靠劳动力、价格、资源等方面的比较优势,而在产品的技术创新与自主开发方面与国外同行的差距还很大。中国的全自动车铣复合机床数控产业不能安于现状,应该抓住机会不断发展,努力发展自己的先进技术,加大技术创新与人才培训力度,提高企业综合服务能力,努力缩短与发达国家之间的差距。力争早日实现全自动车铣复合机床数控机床产品从低端到高端、从初级产品加工到高精尖产品制造的转变,实现从中国制造到中国创造、从制造大国到制造强国的转变。

全自动车铣复合机床车铣复合机车削细长轴时,由于工件刚性差,车刀的几个形状对工件的振动有明显的影响,合理选择全自动车铣复合机床数控车铣复合机床的几何角度主要考虑以下几点:(1)由于细长轴刚性差,为减少细长轴弯曲,要求径向切削力愈小愈好,而全自动车铣复合机床车铣复合机床刀具的主偏角是影响径向切削力的主要因素,在不影响刀具强度的情况下,尽量增加车刀主偏角。车刀的主偏角取K,=80。一93。。(2)为减小切削力和切削热,应选择较大的前角,取y。=15。一30。。(3)车刀前面应磨有R1 5~mmm的断屑槽,使切屑顺利卷曲折断。(4)选择正刃倾角,^。=3。,使切屑流向待加工表面,并使卷屑效果良好。(5)切削刃表面粗糙度要求在R。0 4岬以下,并要经常保持锋利。(6)为了减少径向切削力,车铣复合机床应选择较小的圆弧半径(r。<0.3mm)。倒棱的宽度也应该选得小,取倒棱宽6,-=0 5,(,为进给量)。
1.全自动车铣复合机床数控车床抵抗刀具物理磨损在切削过程中刀具表面会被工件逐渐耗损,切削过程中切削刃在高温高压下也易发生塑性变形。刀具的钝化处理可以帮助保持工件的光洁度刀具刃口有毛刺会导致刀具磨损,加工工件的表面也会变得粗糙。经钝化处理后,刀具的刃口会变得很光滑,崩刃现象也会相应减少,工件表面光洁度也会提高。3.全自动车铣复合机床方便凹槽排屑对刀具凹槽抛光处理可以提高表面质量和排屑性能,凹槽表面越平整光滑,排屑就越好,就可实现更连贯的的切削加工。数控机床的刀具在经过钝化抛光后,表面会留下许多小孔,在加工时这些小孔可以吸附更多的切削液,使得切削时产生的热量大大减少,极大得提高切削加工的速度。综上所述,刀片刃口钝化十分重要,正如我国古人所说“千里之堤,溃于蚁穴”,刀片刃口微观缺口这个“蚁穴”虽小,却影响刀具性能和寿命这个“千里之提”,是不可小视的大问题。刀片刃口钝化技术是提高刀具寿命减少刀具消耗的有效措施之一。无论在经济和技术两个方面都是可行的、有效的,进一步推动我国切削加工水平的提高,缩小与国外刀具切削性能的差距。

1.控制开关在全自动车铣复合机床数控车床的操作面板上,常见的数控开关有a.用于主轴、冷却、润滑及换刀等的控制按钮,这些按钮往往内装有信号灯,一般绿色用于启动,红色用于停止;b.用于程序保护,钥匙插入方可旋转操作的按钮式可锁开关;c.用于紧急停止,装有突出蘑菇形钮帽的红色紧停开关;d.用于坐标轴选择、工作方式选择、倍率选择等,手动旋转操作的转换开关等;e.在全自动车铣复合机床数控机床中,用于控制卡盘夹紧、放松,尾架顶尖前进后退的脚踏开关等。2.接近开关,这是一种在一定的距离内检测有无物体的传感器。它给出的是高电平或低电平的开关信号,有的还具有较大的负载能力,可直接驱动断电器工作。接近开关具有灵敏度高、频率响应快、重复定位精度高、工作稳定可靠、使用寿命长等优点。许多接近开关将检测侧头与测量转换电路及信号处理电路做在一个壳体内,壳体上多带有螺纹,以便安装和调整距离,同时在外部有指示灯,以指示传感器的通断状态。常用的接近开关有电感式、电容式、磁感式、光电式、霍尔式。3.行程开关,行程开关又称限位开关,它将机械位移转变成电信号,以控制机械运动。按结构可分为直动式、滑动式和微动式。

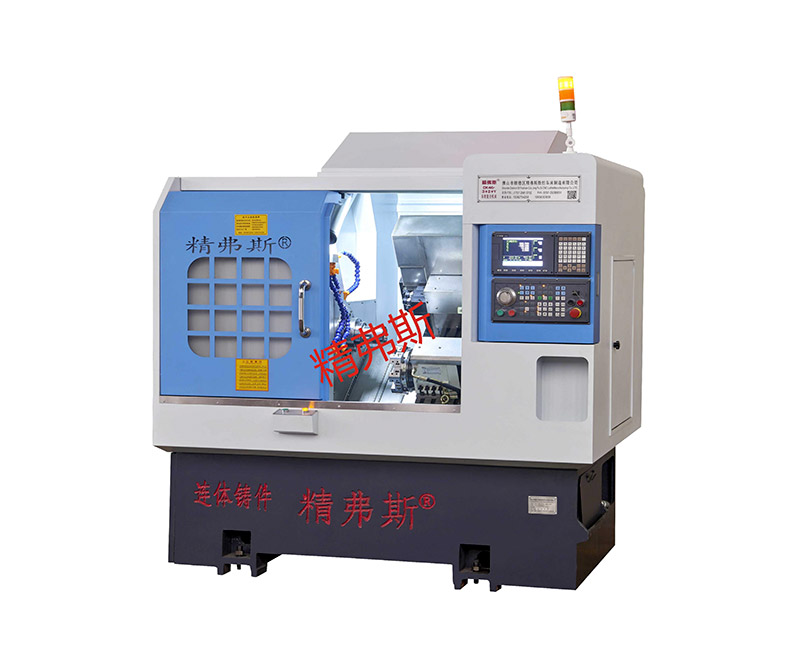
南海全自动车铣复合机床数控车床由数控装置、床身、主轴箱、刀架进给系统、尾座、液压系统、冷却系统、润滑系统、排屑器等部分组成。平行双主轴数控车床,全自动车铣复合机床数控车床分为立式数控车床和卧式数控车床两种类型。立式全自动车铣复合机床数控车床用于回转直径较大的盘类零件车削加工。卧式数控车床用于轴向尺寸较长或小型盘类零件的车削加工。卧式数控车床按功能可进一步分为经济型全自动车铣复合机床数控车床、普通数控车床和车削加工中心。经济型全自动车铣复合机床数控车床:采用步进电动机和单片机对普通车床的车削进给系统进行改造后形成的简易型数控车床。成本较低,自动化程度和功能都比较差,车削加工精度也不高,适用于要求不高的回转类零件的车削加工。普通数控车床:根据车削加工要求在结构上进行专门设计,配备通用数控系统而形成的数控车床。全自动车铣复合机床数控系统功能强,自动化程度和加工精度也比较高,适用于一般回转类零件的车削加工。这种数控车床可同时控制两个坐标轴,即x轴和z轴。

南海全自动车铣复合机床数控车床注意如何对刀,全自动车铣复合机床数控车床操作数控车床首先应该注意如何对刀,否则加工中会出现撞刀,严重的机床保险板会损坏,对刀方法例如1,对刀操作过程如下,首先在机床上车一圆柱型,伸出的长度要比实际加工的另件略长如要割断,留出割刀宽度.此时机床回到原点位置2调出要加工零件的程序,再调出对刀刀号所在的子程序,如是5号刀,还要先将它补正参数设为0,此时用单程序起动,即起动一次,运行一步程序3,当运行到5号刀0点位置时机床卡盘转动,机床设置在手动操作,移动5号刀,5号刀触到圆柱端面时,在5号刀的补正号上输入MZ0.00,然后刀具后移,从侧面移向圆柱,当刀尖触到圆柱外经时,在5号刀的补正号上输入圆柱的直径,如是10.32的话,就输入MX10.32.这时将刀移出,将X轴和Z轴原点复归.5号刀基本上对好了.4,实际加工中5号刀加工的零件尺寸和图纸尺寸是有误差的,这时就要进刀具补偿了,比如外径大了0.05,长度长了0.1,你就要在5号刀的补正号上分别输入U-0.05和W-0.1,这时5号刀算是真正对好了.5,还要特别注意哦,如果刀具有磨损,加工尺寸超差,还要进行刀具补偿.这个要特别留心。

扫一扫,关注我们
全国咨询热线:
18927227724
电 话:18927227724(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋
