
全国咨询热线
全国咨询热线

电 话:13326789401(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋
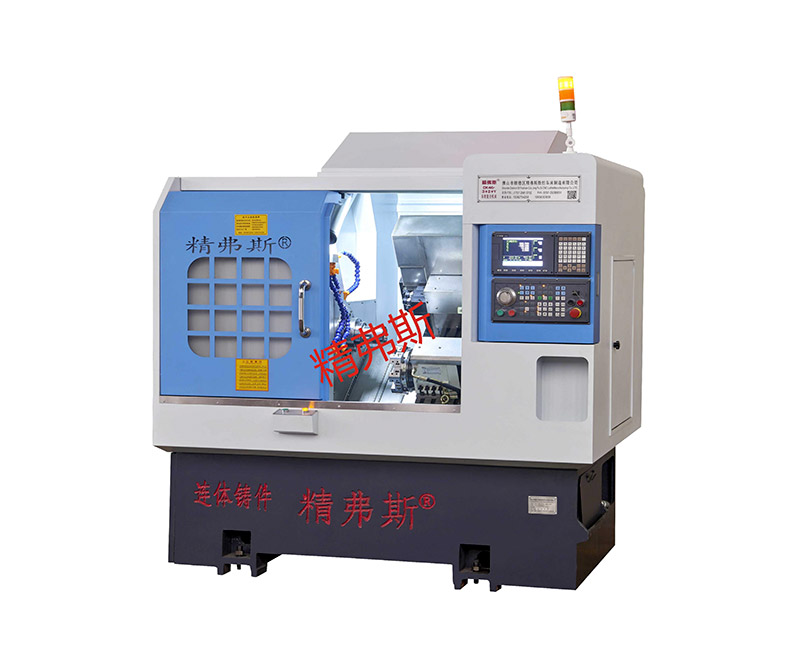
广东自动车铣复合车床的结构数控车床也是由主轴箱、刀架、进给传动体系、床身,液压体系、冷却体系、光滑体系等部分组成的,仅仅自动车铣复合车床的进给体系与卧式车床的进给体系在结构上存在着本质上的不同。卧式车床主轴的运动经过挂轮架、进给箱、溜板箱传到刀架,完成纵向和横向进给运动。而自动车铣复合车床是选用伺服电动机,经滚珠丝杠传到滑板和刀架,完成z向(纵向)和置向(横向)进给运动。数控车床也有女Ⅱ工各种螺纹的功用,主轴旋转与刀架移动间的运动联系经过数控体系来操控。数控车床主轴箱内设备有脉冲编码器,主轴的运动经过同步齿形带1 1地传到脉冲编码器。当主轴旋转时,脉冲编码器便宣布检测脉冲信号给数控体系,使主轴电动机的旋转与刀架的切削进给保持加工螺纹所需的运动联系,即完成加工螺纹时主轴转一转,刀架z向移动工件一个导程。

一、广东自动车铣复合车床车铣复合机床数控系统通电前的检查1、检查CNC装置内的各个印刷线路板是否紧固,各个插头有无松动。2、认真检查CNC装置与外界之间的全部连接电缆是否按随机提供的连接手册的规定,正确而可靠地连接。3、交流输入电源的连接是否符合CNC装置规定的要求。4、确认CNC装置内的各种硬件设定是否符合CNC装置的要求。只有经过上述检查,CNC装置才能投入通电运行。二,车铣复合机床数控系统通电后的检查1、首先要检查数控装置中各个风扇是否正常运转。2、确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。3、进一步确认CNC装置的各种参数。4、当数控装置与自动车铣复合车床车铣复合机床联机通电时,应在接通电源的同时,作为按压紧急停止按钮的准备,以备出现紧急情况时随时切断电源。5、用手动以低速给移动各个轴,观察机床移动方向的显示是否正确。6、进行几次返回机床基准点的动作,用来检查数控机床是否有返回基准点功能,以及每次返回基准点的位置是否完全一致。7、CNC装置的功能测试。

4、自动车铣复合车床数控车床轴承温度升高和机组振动增大的原因分析,根据运行情况观察和检修情况分析,我们认为造成轴承温度升高和机组振动增大的原因主要有以下两种:①自动车铣复合车床数控车床轴承间隙增大,远大于设计要求间隙,造成润滑油在进入水导轴承瓦面后不容易形成油楔,从而产生润滑不良进而导致导轴承温度升高和机组振动增大的现象;②自动车铣复合车床数控车床轴瓦瓦面上的接触点偏少,接触面不足,达不到设备规范要求。5、自动车铣复合车床数控车床导轴承温度升高解决方法,根据厂家设计要求,当数控车床机组在连续运转的条件下冷却水最高温度不超过25℃时,瓦温与油温的最高温度均不应超过65℃。瓦温与油温的高低,不但与冷却水的温度有关,还与润滑油的循环情况及轴瓦与主轴轴颈的问隙情况有关。数控车床导轴承的允许间隙为0.2~0.3mm(双边间隙),轴瓦下部浸在润滑油中,当主轴顺时针运转时,润滑油很容易进入导轴承瓦面,并产生油楔,对瓦面进行润滑,即使经过主轴摆度最大点时,虽然配合问隙最小,因距离短、润滑状况好,摩擦产生热量少,冷却效果好,一般不会导致轴承温度升高的现象,更不会导致烧瓦现象。

广东自动车铣复合车床数控车床由数控装置、床身、主轴箱、刀架进给系统、尾座、液压系统、冷却系统、润滑系统、排屑器等部分组成。平行双主轴数控车床,自动车铣复合车床数控车床分为立式数控车床和卧式数控车床两种类型。立式自动车铣复合车床数控车床用于回转直径较大的盘类零件车削加工。卧式数控车床用于轴向尺寸较长或小型盘类零件的车削加工。卧式数控车床按功能可进一步分为经济型自动车铣复合车床数控车床、普通数控车床和车削加工中心。经济型自动车铣复合车床数控车床:采用步进电动机和单片机对普通车床的车削进给系统进行改造后形成的简易型数控车床。成本较低,自动化程度和功能都比较差,车削加工精度也不高,适用于要求不高的回转类零件的车削加工。普通数控车床:根据车削加工要求在结构上进行专门设计,配备通用数控系统而形成的数控车床。自动车铣复合车床数控系统功能强,自动化程度和加工精度也比较高,适用于一般回转类零件的车削加工。这种数控车床可同时控制两个坐标轴,即x轴和z轴。

扫一扫,关注我们
全国咨询热线:
18927227724
电 话:18927227724(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋
