
全国咨询热线
全国咨询热线

电 话:13326789401(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋

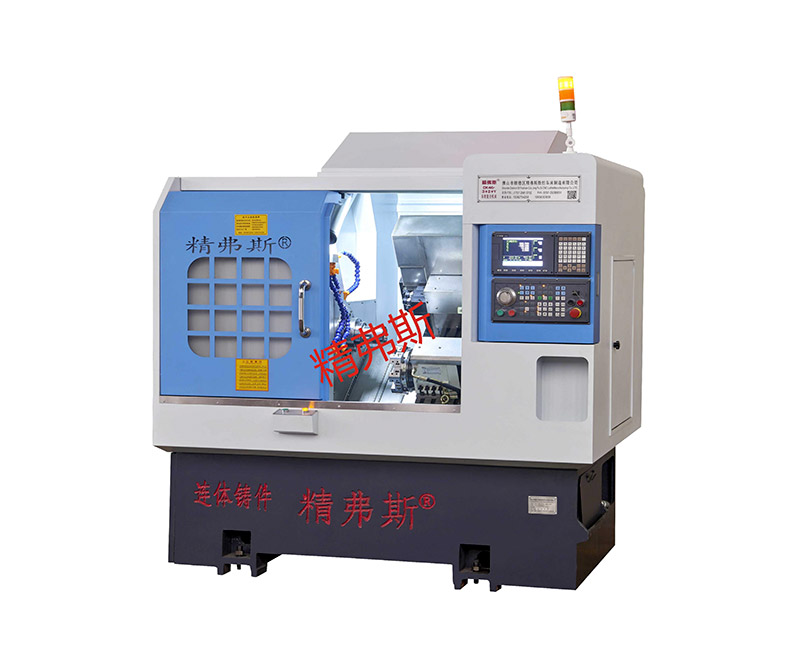
全自动车铣复合机床数控车床的布局数控车床的主轴、尾座等部件相对床身的布局方式与卧式车床底子共同,而刀架和导轨的布局方式发生了底子的变化,这是由于刀架和导轨的布局方式直接影响数控车床的运用功能及结构和外观。别的,全自动车铣复合机床数控车床都设有封闭的防护设备。床身和导轨的布局。全自动车铣复合机床数控车床床身导轨与水平面的相对方位共有4种布局方式。水平床身的工艺性好,便于导轨面的加工。水平床身配上水平装备的刀槊可提高刀架的运动速度,一般可用于大型数控车床或小型精细数控车床的布局。可是,水平床身下部空间小,导致排屑困难。从结构尺度上看,刀架水平放置使得滑板横向尺度较长,然后加大了机床宽度方向的结构尺度。 水平床身配上歪斜放置的滑板并装备歪斜式导轨防护罩的布局方式,一方面,有水平床身工艺性好的特色;另一方面,机床宽度方向的尺度较水平装备滑板的要小,且排屑便利。水平床身配上歪斜放置的滑板和斜床身装备斜滑板的布局方式被中小型数控车床所遍及选用。这是由于此两种布局方式排屑简单,切屑不会堆积在导轨上,也便于设备主动排屑器;操作便利,易于设备机械手,以完成单机主动化;机床占地面积小,外形简练、美观,简单完成封闭式防护。

一、南宁全自动车铣复合机床车铣复合机床数控系统通电前的检查1、检查CNC装置内的各个印刷线路板是否紧固,各个插头有无松动。2、认真检查CNC装置与外界之间的全部连接电缆是否按随机提供的连接手册的规定,正确而可靠地连接。3、交流输入电源的连接是否符合CNC装置规定的要求。4、确认CNC装置内的各种硬件设定是否符合CNC装置的要求。只有经过上述检查,CNC装置才能投入通电运行。二,车铣复合机床数控系统通电后的检查1、首先要检查数控装置中各个风扇是否正常运转。2、确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。3、进一步确认CNC装置的各种参数。4、当数控装置与全自动车铣复合机床车铣复合机床联机通电时,应在接通电源的同时,作为按压紧急停止按钮的准备,以备出现紧急情况时随时切断电源。5、用手动以低速给移动各个轴,观察机床移动方向的显示是否正确。6、进行几次返回机床基准点的动作,用来检查数控机床是否有返回基准点功能,以及每次返回基准点的位置是否完全一致。7、CNC装置的功能测试。

全自动车铣复合机床机床组成主机,他是全自动车铣复合机床数控机床的主体,包括机床身、立柱、主轴、进给机构等机械部件。他是用于完成各种切削加工的机械部件。数控装置,是数控机床的核心,包括硬件(印刷电路板、CRT显示器、键盒、纸带阅读机等)以及相应的软件,用于输入数字化的零件程序,并完成输入信息的存储、数据的变换、插补运算以及实现各种控制功能。驱动装置,他是全自动车铣复合机床数控机床执行机构的驱动部件,包括主轴驱动单元、进给单元、主轴电机及进给电机等。他在数控装置的控制下通过电气或电液伺服系统实现主轴和进给驱动。当几个进给联动时,可以完成定位、直线、平面曲线和空间曲线的加工。辅助装置,指数控机床的一些必要的配套部件,用以保证数控机床的运行,如冷却、排屑、润滑、照明、监测等。它包括液压和气动装置、排屑装置、交换工作台、数控转台和数控分度头,还包括刀具及监控检测装置等。编程及其他附属设备,可用来在机外进行零件的程序编制、存储等。自从1952年美国麻省理工学院研制出世界上第一台数控机床以来,数控机床在制造工业,特别是在汽车、航空航天、以及军事工业中被广泛地应用,数控技术无论在硬件和软件方面,都有飞速发展。

1、南宁全自动车铣复合机床高速化随着汽车、国防、航空、航天等工业的高速发展以及铝合金等新材料的应用,对自动化数控车床加工的高速化要求越来越高。(1)主轴转速∶机床采用电主轴(内装式主轴电机),主转速200000r/min ;(2)全自动车铣复合机床运算速度∶微处理器的迅速发展为数控系统向速、高精度方向发展提供了保障,开发出CPU已发展到32位以及64位的数控系统,频率提高到几百兆赫、上千兆赫。由于运算速度的极大提高,使得当分辨率为0.1um.0.01um时仍能获得高达24~240m/min的进给速度;( 3)全自动车铣复合机床数控车床进给率:在分辨率为0.01um时,进给率达到240m/min且可获得复杂型面的精确加工;(4)换刀速度∶目前国外先进加工中心的刀具交换时间普遍已在1s左右,高的已达0.5s。德国Chiron公司将刀库设计成篮子样式,以主轴为轴心,刀具在圆周布置,其刀到刀的换刀时间仅0.9s。
全自动车铣复合机床数控车铣一体机床是在普通数控机床上集成了信号处理控制系统,可以在普 通数控机床CNC控制器上增加代码,通过信号处理控制系统,进行地控制全自动车铣复合机床数控车床主轴与铣边动力头的角度比,通过信号处理控制系统两者之间可以通过 编辑获得你想要的任何转速比来实现不同的加工方式,如车销任意规则性边 数和旋风切削等功能;车铣一体机床零件加工的适应性强、灵活性好、效 率极高,能一次加工除普通数控车床攻能外的不同车边数目(这是机械式车 方机床所不能做到的)如车边1、2、3、等任意边数的规则形状外车边。能加工普数控机床无法加工或很难加工的零件,如需要一次性加工直径和多样 化铣边数目和奇数车边;基于数控车铣一体机床的动力头采用电器连接可有效抑制多重机械连接的噪音 和机械部件的损耗,采用电器连接不但可以在高速运行时通过CNC的指令改变 主轴与动力头的转数比,还可通过CNC的指令切换动力头为速度模式来实现旋 风切削等功能,通过高速信号处理器与CNC扩展端口的巧妙应用能获得丰富的加工方案,并对未来硬件开发升级提供了有效保障.

全自动车铣复合机床数控车床的刀架是机床的重要组成部分,刀架是用于夹持切削刀具的,因而,其结构直接影响机床的切削功切削功率,在必定程度上,刀架结构和功能体现了数控车床的规划与制作水平。跟着全自动车铣复合机床数控车床的不断发展,刀架结构方式不断创新,但整体来说大致能够分为两大类,即排刀式刀架和转塔式刀架。有的车削中心还选用带刀库的主动换刀设备。排刀式刀架一般用于小型数控车床,各种刀具摆放并夹持在可移动的滑板上,换刀时可完成主动定位。转塔式刀架也称刀塔或刀台,有立式和卧式两种结构方式。具有多刀位主动定位设备,经过转塔头的旋转、分度和定位来完成机床的主动换刀动作。转塔式刀架应分度精确、定位牢靠、重复定位精度高、转位速度快、夹紧剐性好,以确保数控车床的高精度和高功率。有的转塔式刀架不只能够完成主动定位,还能够传递动力。现在,两坐标联动车床多选用12工位的转塔式刀架,也有选用6工位、8工位、10工位转塔式刀架的。转塔式刀架在机床上的布局有两种方式:一种是用于加工盘类零件的转塔式刀架,其回转轴垂直于主轴;另一种是用于加工轴类和盘类零件的转塔式刀架,其回转轴平行于主轴。 四坐标操控的全自动车铣复合机床数控车床的床身上设备有两个独立的滑板和转塔式刀架,故称为双刀架四坐标数控车床。其间,每个刀架的切削进给量是别离操控的,因而,两刀架能够一起切削同一工件的不同部位,既扩展了加工规模,又提高了加工功率。四坐标数控车床结构杂乱,且需求装备专门的数控体系,完成对两个独立刀架的操控,适宜加工曲轴、飞机零件等形状杂乱、批量较大的零件

扫一扫,关注我们
全国咨询热线:
18927227724
电 话:18927227724(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋
