
全国咨询热线
全国咨询热线

电 话:13326789401(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋

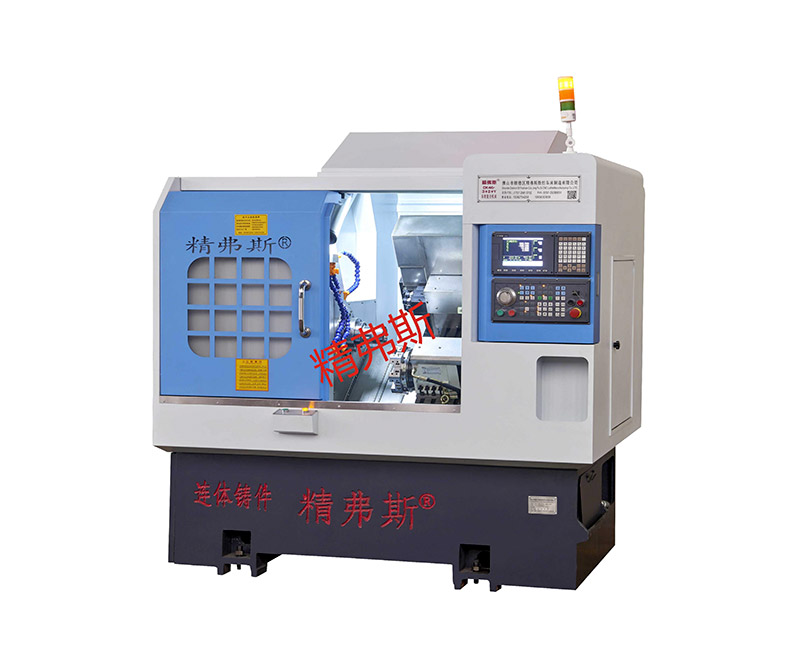
自动数控车铣复合机数控车床的布局数控车床的主轴、尾座等部件相对床身的布局方式与卧式车床底子共同,而刀架和导轨的布局方式发生了底子的变化,这是由于刀架和导轨的布局方式直接影响数控车床的运用功能及结构和外观。别的,自动数控车铣复合机数控车床都设有封闭的防护设备。床身和导轨的布局。自动数控车铣复合机数控车床床身导轨与水平面的相对方位共有4种布局方式。水平床身的工艺性好,便于导轨面的加工。水平床身配上水平装备的刀槊可提高刀架的运动速度,一般可用于大型数控车床或小型精细数控车床的布局。可是,水平床身下部空间小,导致排屑困难。从结构尺度上看,刀架水平放置使得滑板横向尺度较长,然后加大了机床宽度方向的结构尺度。 水平床身配上歪斜放置的滑板并装备歪斜式导轨防护罩的布局方式,一方面,有水平床身工艺性好的特色;另一方面,机床宽度方向的尺度较水平装备滑板的要小,且排屑便利。水平床身配上歪斜放置的滑板和斜床身装备斜滑板的布局方式被中小型数控车床所遍及选用。这是由于此两种布局方式排屑简单,切屑不会堆积在导轨上,也便于设备主动排屑器;操作便利,易于设备机械手,以完成单机主动化;机床占地面积小,外形简练、美观,简单完成封闭式防护。
(2)电源要求:自动数控车铣复合机数控机床采取专线供电(从低压配电室就分一路单独供数控机床使用)或增设稳压装置,可以减少供电质量对机床的影响和电气干扰。(3)自动数控车铣复合机数控机床应有操作规程:操作规程是保证数控机床安全运行的重要措施之一,操作者一定要按操作规程操作。机床发生故障时,操作者应注意保留现场,并向维修人员如实说明出现故障前后的情况.以利于分析、诊断出故障的原因,及时排除故障,减少停机时间。(4)自动数控车铣复合机数控机床不宜长期封存不用:购买数控机床后要充分利用,尽量提高机床的利用率,尤其是投入使用的第一年.更要充分利用,使其容易出故障的薄弱环节尽早暴露出来.故障的隐患尽可能在保修期内得以排除。如果工厂没有生产任务,数控机床较长时间不用时,也应定期通电,最好是每周能通电l一2次,每次空运行1 h左右,以利用机床本身的发热量来降低机内的湿度,使电子元器件不致受潮,同时也能及时发现有无电池报警发生.以防止系统软件、参数的丢失。(5)持证上岗:操作人员不仅要有资格证,在上岗操作前还要由技术人员按所用机床进行专题操作培训.熟悉说明书及机床结构、性能、特点,掌握操作盘上的仪表、开关、旋钮及各按钮的功能和指示的作用,严禁盲目操作和误操作。

由于自动数控车铣复合机数控车床是集机械、液压、电气为一体的,其故障的发生也会由这三者综合反映出来,维修人员应先由外向内逐一进行排查,然后通过四个步骤,有序的进行维修,尽快恢复生产。数控车床维修步骤:1、故障记录到位。自动数控车铣复合机车床故障时,操作者先停机保护现场,一般不要切断电源,再详细记录故障细节并及时通知维修人员,故障记录的内容主要有:什么时间、什么操作、什么报警及其他情况等。2、诊断分析到位。数控车床维修人员要立足于以往维修经验的积累,综合运用现代机床模块化维修方法——原理分析法、报警信息分析法、数据/状态检查法、在线监控法、隔离法、强迫闭合法、程序测试法及工作介质流向法等,对故障诊断分析以快速判断故障的可能原因和部位。3、故障维修到位。对磨损或损坏的机械零部件测绘、更换并检测精度,对电气元件、电路板进行简单维修或整体更换,对车床参数或加工程序进行修改等。最后确认各环节无误后,数控车床空运转并试切工件。

武汉斜床身自动数控车铣复合机数控车床厂选用斜式布局,床身为中空结构,大大进步了机床在工作中的抗弯、抗扭刚度,一起具有较高的安稳性。斜床身自动数控车铣复合机数控车床的高刚性和高安稳性为机床加工的高精度供给了有力保证。斜床身自动数控车铣复合机数控车床首要用于杂乱回转体零件的加工。能满意表里圆、台阶面、锥面、球面、沟槽、挑螺纹和杂乱曲面的加工。能满意铜、铝、铁、不锈钢等铸锻件毛坯件的粗、精加工。斜床身数控车床可靠性好,刚性强,精度高,寿命长,速度快。能可靠安稳的完结各种难加工资料的粗、细、精加工。选用旋转式塔刀,定位精度高,重切变形小。切削加工对工件质量的影响包含外表脱碳、剩余应力、加工余量、外表光洁度、贫碳层的去除等,这是工件在调质、正火、退火状态下,并硬度低于45HRC时,但作用不显着,不会构成工件潜在功能的改变。硬态加工是指对工件淬硬的钢或工件加工,50-65HRC的较高硬度,轴承钢、高速钢、轧辊钢、一般淬火钢和淬火态模具钢等资料,对切削加工的影响显着。对已加工工件外表构成必定程度的损坏要素首要有切削加工进程中切削热发生和传导、高速冲突和磨损等。硬态切削已加工外表的完整性内容首要包含表层安排形状及其硕度、外表粗糙度、尺度精度、剩余应力的散布和白层发生。已加工工件外表硬度跟着进给量和切削量的减小而增大,跟着切削速度的进步而添加。关于已加工工件外表的硬度越高,硬化层深度越大。硬态切削后工件外表均为剩余压应力,而磨削后工件的最大压应力首要集中在工件外表。对工件外表完整性影响要素最大的是工件的硬度,工件硬度值越大,对剩余压应力的构成越有利。切削加工运用的东西钝角半径越大,剩余压应力值越大;工件硬度越高,剩余应力值越大。白层的构成是影响硬态切削已加工工件外表的质量的另一重要要素。伴跟着硬态切削进程构成的一种安排形状就是白层。白层具有共同的磨削特性,即高硬度,良好的耐蚀性和脆性高。较高的脆性易构成早期脱落失效,乃至构成工件加工之后放置一个阶段后开裂。

1.控制开关在自动数控车铣复合机数控车床的操作面板上,常见的数控开关有a.用于主轴、冷却、润滑及换刀等的控制按钮,这些按钮往往内装有信号灯,一般绿色用于启动,红色用于停止;b.用于程序保护,钥匙插入方可旋转操作的按钮式可锁开关;c.用于紧急停止,装有突出蘑菇形钮帽的红色紧停开关;d.用于坐标轴选择、工作方式选择、倍率选择等,手动旋转操作的转换开关等;e.在自动数控车铣复合机数控机床中,用于控制卡盘夹紧、放松,尾架顶尖前进后退的脚踏开关等。2.接近开关,这是一种在一定的距离内检测有无物体的传感器。它给出的是高电平或低电平的开关信号,有的还具有较大的负载能力,可直接驱动断电器工作。接近开关具有灵敏度高、频率响应快、重复定位精度高、工作稳定可靠、使用寿命长等优点。许多接近开关将检测侧头与测量转换电路及信号处理电路做在一个壳体内,壳体上多带有螺纹,以便安装和调整距离,同时在外部有指示灯,以指示传感器的通断状态。常用的接近开关有电感式、电容式、磁感式、光电式、霍尔式。3.行程开关,行程开关又称限位开关,它将机械位移转变成电信号,以控制机械运动。按结构可分为直动式、滑动式和微动式。

扫一扫,关注我们
全国咨询热线:
18927227724
电 话:18927227724(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂街道南区社区兴南路17号1栋
