
全国咨询热线
全国咨询热线

电 话:13326789401(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂扁滘华富路3号

广西自动车铣复合机床数控车床注意如何对刀,自动车铣复合机床数控车床操作数控车床首先应该注意如何对刀,否则加工中会出现撞刀,严重的机床保险板会损坏,对刀方法例如1,对刀操作过程如下,首先在机床上车一圆柱型,伸出的长度要比实际加工的另件略长如要割断,留出割刀宽度.此时机床回到原点位置2调出要加工零件的程序,再调出对刀刀号所在的子程序,如是5号刀,还要先将它补正参数设为0,此时用单程序起动,即起动一次,运行一步程序3,当运行到5号刀0点位置时机床卡盘转动,机床设置在手动操作,移动5号刀,5号刀触到圆柱端面时,在5号刀的补正号上输入MZ0.00,然后刀具后移,从侧面移向圆柱,当刀尖触到圆柱外经时,在5号刀的补正号上输入圆柱的直径,如是10.32的话,就输入MX10.32.这时将刀移出,将X轴和Z轴原点复归.5号刀基本上对好了.4,实际加工中5号刀加工的零件尺寸和图纸尺寸是有误差的,这时就要进刀具补偿了,比如外径大了0.05,长度长了0.1,你就要在5号刀的补正号上分别输入U-0.05和W-0.1,这时5号刀算是真正对好了.5,还要特别注意哦,如果刀具有磨损,加工尺寸超差,还要进行刀具补偿.这个要特别留心。

传统的机械加工都是用手工操作普通机床作业的,加工时用手摇动机械刀具切削金属,靠眼睛用卡尺等工具测量产品的精度的。现代工业早已使用电脑数字化控制的机床进行作业了,自动车铣复合机床可以按照技术人员事先编好的程序自动对任何产品和零部件直接进行加工了。这就是我们说的数控加工。自动车铣复合机床广泛应用在所有机械加工的任何领域,更是模具加工的发展趋势和重要和必要的技术手段。数控车床在使用上有着其他机械不能达到的加工工艺性,在生产高难度复杂的零件上也毫不含糊,数控车床在编程时一定要注意对每个工序上的切削用量,要在使用时正确的选择切削量,这样可以提高产品的质量和产量。一般影响切削速度、深度和进给率的条件有机床、工具、刀具及工件的刚性;切削速度、切削深度、切削进给率;工件精度及表面粗糙度;刀具预期寿命及最大生产率;切削液的种类、冷却方式;工件材料的硬度及热处理状况;工件数量;机床的寿命。刀具材料不同,允许的最高切削速度也不同。高速钢刀具耐高温切削速度不到50m/min,碳化物刀具耐高温切削速度可达100m/min以上,陶瓷刀具的耐高温切削速度可高达1000m/min。工件材料。工件材料硬度高低会影响刀具切削速度,同一刀具加工硬材料时切削速度应降低,而加工较软材料时,切削速度可以提高。刀具寿命。刀具使用时间(寿命)要求长,则应采用较低的切削速度。反之,可采用较高的切削速度。切削深度与进刀量。切削深度与进刀量大,切削抗力也大,切削热会增加,故切削速度应降低。刀具的形状。刀具的形状、角度的大小、刃口的锋利程度都会影响切削速度的选取。

2、自动车铣复合机床设备基础与建筑基础、上部结构以及混凝土地面分开。 3、当管道与机器连接而产生较大振动时,管道与建筑物连接处应该采取隔振措施。 4、当设备基础的振动对邻近的人员、仪器仪表、工厂生产及建筑产生有害影响时,应该采取隔离措施。 5、设备基础设计不得产生有害的不均匀沉降。6、设备地脚螺栓的设置应该符合以下要求:(1)带弯钩地脚螺栓的埋置深度不应该小于20倍螺栓直径,带锚板地脚螺栓的埋置深度不应该小于15倍螺栓直径。(2)地脚螺栓轴线距基础边缘不应该小于4倍螺栓直径,预留孔边距基础边缘不应该小于100mm,当不能满足车铣复合机要求时,应该采取加固措施。(3)预埋地脚螺栓底面下的混凝土厚度不应该小于50mm,当为预留孔时,则孔底面下的混凝土净厚度不应该小于100mm。
1、自动车铣复合机床数控车床夹紧力应朝向主要定位基准。工件被镗孔与/4面有垂直度要求,因此加工时以A面为主要定位基面,夹紧力F,的方向应朝向/4面。如果夹紧力改朝B面,由于工数控车床件侧面/4与底面B的夹角误差,夹紧时工件的定位位置被破坏,影响孔与/4面的垂直度要求。2、夹紧力的作用点应落在定位元件的支承范围内,并靠近支承元件的几何中心。夹紧力作用在支承面之外,导致工件的倾斜和移动,破坏工件的定位。3、自动车铣复合机床数控车床夹紧力的方向应有利于减小夹紧力的大小。钻削A孔时,夹紧力芦J与轴向切削力F。工件重力C的方向相同,加工过程所需的夹紧力为较小。4、自动车铣复合机床数控车床夹紧力的方向和作用点应施加于工数控车床件刚性较好的方向和部位。薄壁套筒工件的轴向刚性比径向附陛好,应沿轴向施加夹紧力;薄壁箱体夹紧时,应作用于刚数控车床厂性较好的凸边上;箱体没有凸边时,可以将单点夹紧改为三点夹紧。5、夹紧力作用点应尽量靠近工件加工表面。为提高工件加工部位的刚性,防止或减少工件产生振动,应将夹紧力的作用点尽量靠近加工表面。拨叉装夹时,主要夹紧力F:垂直作用于主要定位基面,在靠近加工面处设辅助支承,在施加适当的辅助夹紧力几,可提高工件的安装刚度。

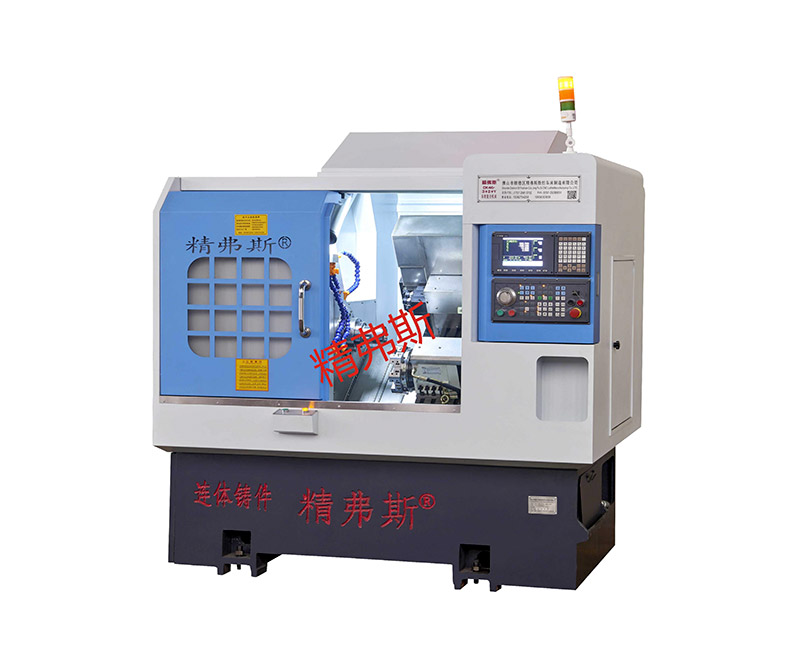
广西斜床身自动车铣复合机床数控车床公司选用斜式布局,床身为中空结构,大大进步了机床在工作中的抗弯、抗扭刚度,一起具有较高的安稳性。斜床身自动车铣复合机床数控车床的高刚性和高安稳性为机床加工的高精度供给了有力保证。斜床身自动车铣复合机床数控车床首要用于杂乱回转体零件的加工。能满意表里圆、台阶面、锥面、球面、沟槽、挑螺纹和杂乱曲面的加工。能满意铜、铝、铁、不锈钢等铸锻件毛坯件的粗、精加工。斜床身数控车床可靠性好,刚性强,精度高,寿命长,速度快。能可靠安稳的完结各种难加工资料的粗、细、精加工。选用旋转式塔刀,定位精度高,重切变形小。切削加工对工件质量的影响包含外表脱碳、剩余应力、加工余量、外表光洁度、贫碳层的去除等,这是工件在调质、正火、退火状态下,并硬度低于45HRC时,但作用不显着,不会构成工件潜在功能的改变。硬态加工是指对工件淬硬的钢或工件加工,50-65HRC的较高硬度,轴承钢、高速钢、轧辊钢、一般淬火钢和淬火态模具钢等资料,对切削加工的影响显着。对已加工工件外表构成必定程度的损坏要素首要有切削加工进程中切削热发生和传导、高速冲突和磨损等。硬态切削已加工外表的完整性内容首要包含表层安排形状及其硕度、外表粗糙度、尺度精度、剩余应力的散布和白层发生。已加工工件外表硬度跟着进给量和切削量的减小而增大,跟着切削速度的进步而添加。关于已加工工件外表的硬度越高,硬化层深度越大。硬态切削后工件外表均为剩余压应力,而磨削后工件的最大压应力首要集中在工件外表。对工件外表完整性影响要素最大的是工件的硬度,工件硬度值越大,对剩余压应力的构成越有利。切削加工运用的东西钝角半径越大,剩余压应力值越大;工件硬度越高,剩余应力值越大。白层的构成是影响硬态切削已加工工件外表的质量的另一重要要素。伴跟着硬态切削进程构成的一种安排形状就是白层。白层具有共同的磨削特性,即高硬度,良好的耐蚀性和脆性高。较高的脆性易构成早期脱落失效,乃至构成工件加工之后放置一个阶段后开裂。

扫一扫,关注我们
全国咨询热线:
18927227724
电 话:18927227724(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂扁滘华富路3号
