
全国咨询热线
全国咨询热线

电 话:13326789401(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂扁滘华富路3号

4、自动数控设备数控车床轴承温度升高和机组振动增大的原因分析,根据运行情况观察和检修情况分析,我们认为造成轴承温度升高和机组振动增大的原因主要有以下两种:①自动数控设备数控车床轴承间隙增大,远大于设计要求间隙,造成润滑油在进入水导轴承瓦面后不容易形成油楔,从而产生润滑不良进而导致导轴承温度升高和机组振动增大的现象;②自动数控设备数控车床轴瓦瓦面上的接触点偏少,接触面不足,达不到设备规范要求。5、自动数控设备数控车床导轴承温度升高解决方法,根据厂家设计要求,当数控车床机组在连续运转的条件下冷却水最高温度不超过25℃时,瓦温与油温的最高温度均不应超过65℃。瓦温与油温的高低,不但与冷却水的温度有关,还与润滑油的循环情况及轴瓦与主轴轴颈的问隙情况有关。数控车床导轴承的允许间隙为0.2~0.3mm(双边间隙),轴瓦下部浸在润滑油中,当主轴顺时针运转时,润滑油很容易进入导轴承瓦面,并产生油楔,对瓦面进行润滑,即使经过主轴摆度最大点时,虽然配合问隙最小,因距离短、润滑状况好,摩擦产生热量少,冷却效果好,一般不会导致轴承温度升高的现象,更不会导致烧瓦现象。

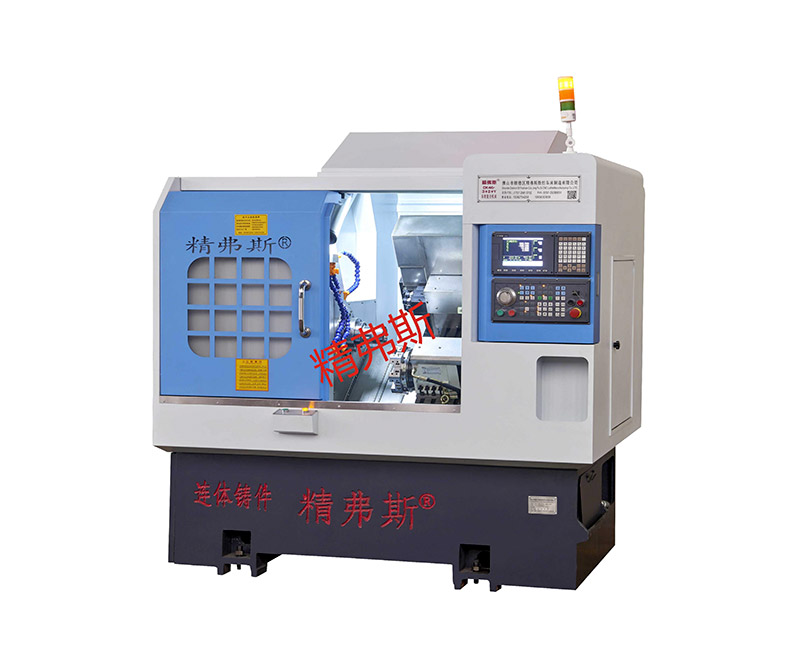
1、自动数控设备数控车床主轴部分伺服动力:采用交流伺服主轴电机和数字化驱动器,可以使主轴实现圆周上的任意定位和C轴控制功能。精确传动化:主电机和主轴以同步带、同步带轮连接、以达到精确的传动比要求、实现精准的、任意的主轴旋转和定位。抱闸装置:主轴后端加装制动盘、定位后有一个或两个油缸或气缸抱闸,以实现工件圆周和端面上的钻、铣、攻等加工要求。2、自动数控设备数控车床进给部分X向行程大、空间:X向行程较大、滑板较长,且带T型槽,可实现动力头,动力刀撘、排刀、电动刀架、液压刀塔的混装;X向行程大,周围空间大,有效避免工件与道具之间的干涉,安装调整方便。中置丝杠、精确的导向性:丝杠中置,采用双线轨或双三角轨导向支承,无论径向,轴向还是偏置受力,均不发生偏摆,导向性好,可达到较高的加工精度。3、自动数控设备数控车床动力头部分动力头/电主轴:低速大切削力场合,采用机械动力头,变频电机或伺服电机驱动;高速时,采用电主轴、中频器或交流伺服驱动器驱动,可实现钻,铣,磨,攻丝,倒角等加工。动力刀塔:在动力刀塔上任意装撘轴向或径向动力头,可方便的实现复合加工,简单明了,节省空间。Y轴式动力:当需要较多的动力头,同时为了避免干涉时,可以采用Y轴式动力头;通常轴向。径向各三个动力头,由Y轴升降来转换;与液压刀塔配合使用,可完成较复杂的复合工作。

江苏自动数控设备数控车床注意如何对刀,自动数控设备数控车床操作数控车床首先应该注意如何对刀,否则加工中会出现撞刀,严重的机床保险板会损坏,对刀方法例如1,对刀操作过程如下,首先在机床上车一圆柱型,伸出的长度要比实际加工的另件略长如要割断,留出割刀宽度.此时机床回到原点位置2调出要加工零件的程序,再调出对刀刀号所在的子程序,如是5号刀,还要先将它补正参数设为0,此时用单程序起动,即起动一次,运行一步程序3,当运行到5号刀0点位置时机床卡盘转动,机床设置在手动操作,移动5号刀,5号刀触到圆柱端面时,在5号刀的补正号上输入MZ0.00,然后刀具后移,从侧面移向圆柱,当刀尖触到圆柱外经时,在5号刀的补正号上输入圆柱的直径,如是10.32的话,就输入MX10.32.这时将刀移出,将X轴和Z轴原点复归.5号刀基本上对好了.4,实际加工中5号刀加工的零件尺寸和图纸尺寸是有误差的,这时就要进刀具补偿了,比如外径大了0.05,长度长了0.1,你就要在5号刀的补正号上分别输入U-0.05和W-0.1,这时5号刀算是真正对好了.5,还要特别注意哦,如果刀具有磨损,加工尺寸超差,还要进行刀具补偿.这个要特别留心。
1、自动数控设备数控车床夹紧力应朝向主要定位基准。工件被镗孔与/4面有垂直度要求,因此加工时以A面为主要定位基面,夹紧力F,的方向应朝向/4面。如果夹紧力改朝B面,由于工数控车床件侧面/4与底面B的夹角误差,夹紧时工件的定位位置被破坏,影响孔与/4面的垂直度要求。2、夹紧力的作用点应落在定位元件的支承范围内,并靠近支承元件的几何中心。夹紧力作用在支承面之外,导致工件的倾斜和移动,破坏工件的定位。3、自动数控设备数控车床夹紧力的方向应有利于减小夹紧力的大小。钻削A孔时,夹紧力芦J与轴向切削力F。工件重力C的方向相同,加工过程所需的夹紧力为较小。4、自动数控设备数控车床夹紧力的方向和作用点应施加于工数控车床件刚性较好的方向和部位。薄壁套筒工件的轴向刚性比径向附陛好,应沿轴向施加夹紧力;薄壁箱体夹紧时,应作用于刚数控车床厂性较好的凸边上;箱体没有凸边时,可以将单点夹紧改为三点夹紧。5、夹紧力作用点应尽量靠近工件加工表面。为提高工件加工部位的刚性,防止或减少工件产生振动,应将夹紧力的作用点尽量靠近加工表面。拨叉装夹时,主要夹紧力F:垂直作用于主要定位基面,在靠近加工面处设辅助支承,在施加适当的辅助夹紧力几,可提高工件的安装刚度。

扫一扫,关注我们
全国咨询热线:
18927227724
电 话:18927227724(销售总监彭永生)
13377574085(市场营销彭小东)
13392754258(售后主管胡家波)
网 址:http://www.jingfs.cn
地 址:广东省佛山市顺德区容桂扁滘华富路3号
